
-
1 章节内容
-
2 Bandit3680木屑机
4.1木材生产切削机械
4.1.1造材机械
造材机械分为移动式和固定式两种,因此造材方式相应的分为移动式造材和固定式造材两种。
我国原条造材作业中广泛采用中频电锯。它必须与增频机配套使用,其主要由机体和锯木装置等构成,操作时,造材工根据量尺员画定的位置,将电锯锯链置于原条上,按动开关进行锯割。
当前,这种手提式电锯虽然使造材工序本身实现了机械化,但是仍然存在着不少缺点,如机械化程度不高,限制了生产过程全盘机械化、自动化的发展;劳动强度高,生产效率低,造材质量不高,操作危险等。尽管电锯存在着这些问题,将来逐步要被固定式锯机所代替,但在一个较长的时期内,由于电锯比较轻便,作业比较灵活,因此它仍将被广泛的应用。
固定式造材就是锯机固定而原条移动;固定造材机与电锯移动式造材相比具有以下优点:
(1)锯截木材,供料,进锯等工序都能实现机械化,改善了劳动条件。
(2)锯机功率大(可达14~17 kW),切削速度高(如圆锯的切削速度高达0~70 m/s),因而劳动生产率可有显著的提高,从而减轻了工人的体力劳动强度。
(3)固定造材机对于其本身重量的限制,不像对手提式工具那样严格。因此,结构可以选择的更加合理、坚固耐用。
(4)能够把造材机与其它设备配套组成流水线,进一步提高造材作业的机械化、自动化水平。因此,应该大力发展各种固定型造材机。
一、固定锯机的种类和结构
在固定造材过程中,主要有三种锯机:链锯机、圆锯机和无屑刀锯。自60年代开始,先进制材工业国家研制了多种类型的造材机械设备,尤其适合于中、小径级原木加工的主锯机,有双联(多联)带锯机、削片—造材联合机、“8”字型框锯机和双锯片(多锯片)圆锯机等。
(1)链锯机
电动链锯机与手提电动链锯的不同处在于前者为固定式。为了锯截较大直径的原条,采用了较长的锯板。链锯机一般分为摆动式和平衡式两种(如图4-1所示),前者结构紧凑,后者具有较小的进锯和回锯功率。
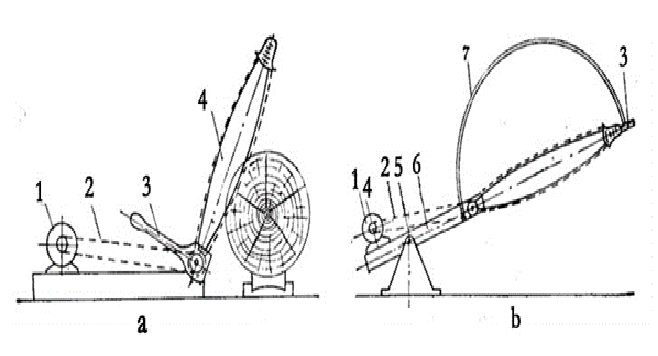
图 4-1 固定型链锯机
1.电动机 2.皮带传动装置 3.操作手柄 4.锯截机构 5.轴 6.平衡臂 7.弓形框架
(2)圆锯机
1、圆锯机的结构
圆锯机也分摆动圆锯机和平衡圆锯机两种。图4-2是一种得到比较广泛采用的平衡圆锯机。
圆锯造材机的切削速度很高,能够得到较高的切削生产率。另外,圆锯锯木机构的结构简单,成本低。但是由于单圆锯片能够用于锯截木材的部分比较小,对于大径级的树木只得采用双圆锯锯木机构或者链式锯木机构。
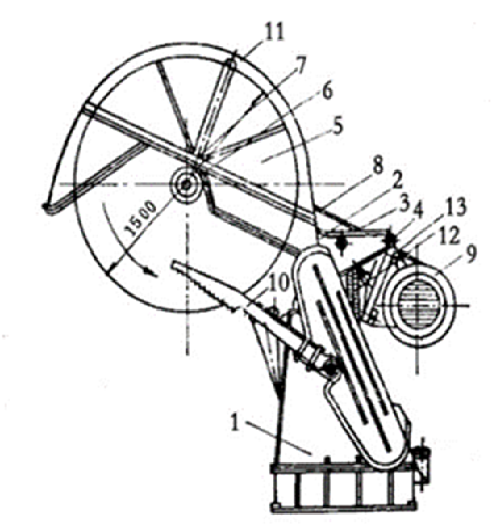
图4-2 平衡圆锯机
1.机座 2.平衡臂架 3.4.轴 5.圆锯片 6.螺母 7.夹盘 8.三角传动皮带 9.电动机
10.压木杆 11.锯罩 12.弹簧缓冲器 13.底板
对于不同结构类型的圆锯机,其锯截机构是基本相同的,主要由锯片5、锯轴3、夹盘6、皮带轮2和轴承4等组成。
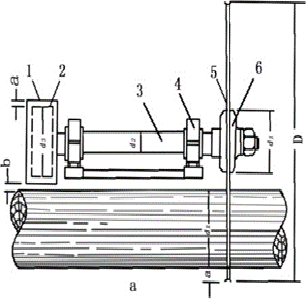
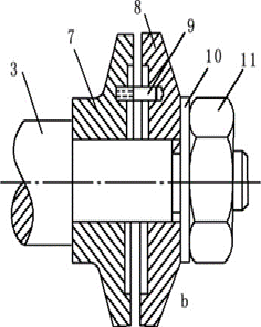
图 4-3 圆锯机的锯截机构
1.皮带罩,2.皮带轮,3.锯轴,4.轴承,5.锯片,6.夹盘,7.固定盘,8.可卸盘,
9.销轴,10.垫圈,11.螺母
为了使锯片正常地工作,要求圆锯片很方便地固定在锯轴上,并且只在一个竖平面内进行转动。圆锯片是以高速按一个方向转动的,动能很大。为防止在旋转过程中螺母的松动,要求在车制轴端螺纹时,务必使螺母拧紧的方向与锯片正常转动的方向相反。
表4-1 锯片规格
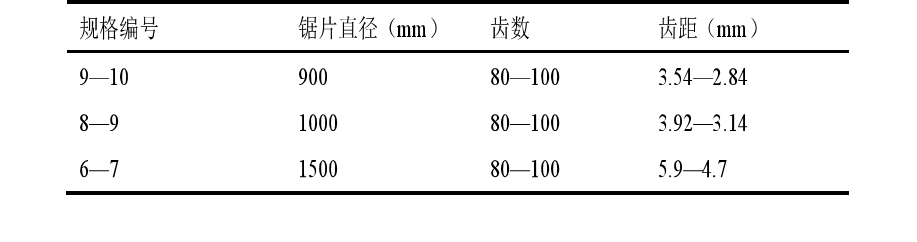
锯片厚度的选择主要应考虑到圆锯机的工作条件。锯截干燥或冻结的木材以及硬杂木时,锯片厚度可取薄一些;锯截材质较软、湿度较大的木材就选取厚一些。
2、圆锯机的进锯机构
(1)重力式进锯。利用锯机中平衡臂架的本身重量,如锯片是自上向下进给,在调整臂架平衡时,应使锯片一端的重量稍大些;这时进锯力是一个常数。但是,随着锯口高度的变化和材质软硬情况,进锯速度将是变化的。
使用重力进锯时必须注意锯齿刚接触原条必须平稳无冲击;这就要求锯片在接触原条时的速度要小一些。为此,可采取两项措施,一个是对锯片下落到材身的过程予以一定的控制,二是锯片在锯截方向的空行程度尽量小。
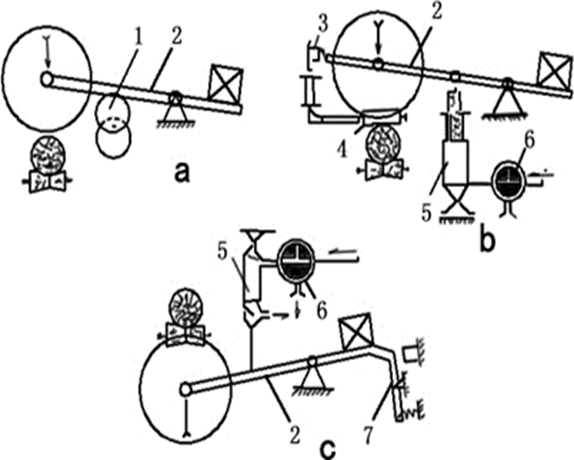
图 4-27 重力式进锯
1.偏心轮 2.平衡臂 3.终点开关4.液柱 5.油缸6.分配阀 7.锁钩
(2)动力式进锯。广泛采用液压式,进锯和回锯都采用油缸,如图4-18所示。为了保证一定的进锯速度,进锯回油路上设置了节流阀6。如果采用可调式节流阀,只要把原条锯口直径大小的信号传输给节流阀(一般通过压木杆等装置),就可自动调节进锯速度,即原条锯口直径大时,进锯速度慢些,否则就快些。
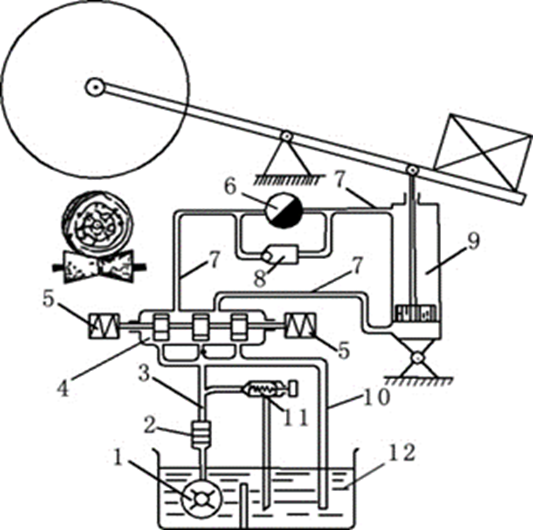
图4-18 动力式进锯
1.油泵 2.滤清器 3.主油泵4.分配器 5.电磁阀6.节能阀 7.分配油管8.单向阀
9.油缸10.回油管 11.溢流阀12.油箱
(3)无屑刀锯
由于无屑造材机械结构比较简单,可靠性好,生产率高,有良好的卫生条件,大量节约了木材,以及不必配备清扫工人等,这种造材方式在国外采运生产中得到了重视,应用也开始增多。
根据切断方式,可分为一次切断和步进切断两种,切削机构多为切刀式。图4-4表示了一次切断的两种方案,图4-4a中的切刀作直上直下的运动,用液压系统进行操纵。造材机的每小时产量为22层积立方米。这种锯机的结构复杂,重量和尺寸都比较大。图4-4b中的切刀为转动式,转动靠液压油缸。
从这两种方案看,切刀转动式的要结构简单,紧凑些,制造也不太困难,切刀端头部分不需导向设施。图4-4表示了一种步进切断式无屑刀锯。
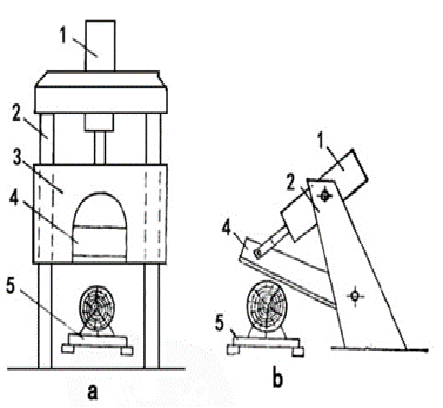
图4-4 一次切断式无屑刀具
1.油 缸 2.机架 3.刀架 4.切刀 5.运输机
4.1.2木材剥皮机
1、基本剥皮方法
世界上各个国家采用很多种剥皮方法,根据这些方法研制的木材剥皮装置有上百种。其中,常见的剥皮方法包括:
(1)摩擦剥皮。由于树皮和木质的机械强度不同,可依靠树皮与树皮、树皮同滚筒内零件之间的摩擦而产生的摩擦力,沿树皮与木质连系最薄弱的形成层将树皮剥落。
(2)切削剥皮。应用锋利的切刀将树皮剥落。
(3)水力剥皮。依靠水流的动能,作用到树皮上,将其粉碎并有部分脱落,继而水进入树皮缝隙中,进一步撕裂,剥落树皮。
(4)热压剥皮。将木料装在容器中,使容器内的蒸汽压力急骤地从0.6~0.7MPa降到大气压力,于是木材内部同容器中形成压力落差,使外皮和韧皮脱离。
(5)电力水力剥皮。在水中进行高压脉冲放电时,产生一种冲击波,利用水流冲击波作用到树木表面进行剥皮。
(6)高频电流处理剥皮。此法基于利用细胞内部过多的压力使形成层细胞遭到破坏而使树皮脱落。
2、剥皮机的种类
剥皮机按结构形式可分为:滚筒剥皮机;环式剥皮机;铣刀式剥皮机;摩擦、锤击式剥皮机;水力剥皮机;削片同时去皮及木片去皮装置等。
按安装情况可分为:移动型剥皮机和固定型剥皮机械。
按剥皮原理可分为:机械式剥皮装置;水力剥皮装置;化学剥皮装置;超高频剥皮装置;气力剥皮装置;电力水波剥皮装置和木片去皮装置等。
3、典型剥皮机结构
由于转子式剥皮机性能可靠,使用范围广,结构具有一定的代表性,所以,我们主要针对转子式剥皮机进行分析研究。
(1)转子式剥皮机特点
①剥皮速度快、效率高、产量大。②剥皮效果好。③适用于枝丫材的剥皮。 ④作业连续化和自动化。⑤工作安全可靠。⑥木材损失较大是转子式剥皮机急需解决的关键技术问题。
(2)转子剥皮机的工作原理及典型结构
转子式剥皮机是由转子、定子、进给机构以及传动系统等部分构成,通过一个动力回转圆盘(即转子)及铰接在圆盘上的、随之作回转运动的剥皮刀(刀数z = 3~8)对直线进给的木料(枝丫、原木等)进行剥皮作业。
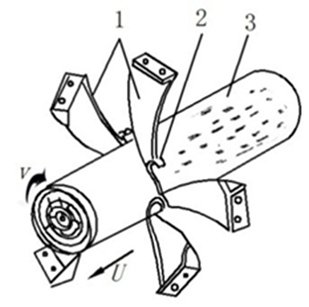
图4-25 转子式剥皮机剥皮原理示意图
1.剥皮刀 2.剥下的树皮3.木料
(3)双转子式木材剥皮机结构

图4-26 双转子式木材剥皮机
①采用敞开料仓,可从一头进料,另一头出料的流水线作业,克服了现有滚筒式剥皮机停电进料、出料、分段式工作方式的缺点,工作效率高。
②对木材的适应性强,可对不同树种、直径、长度和形状的木段进行剥皮,由于木段做回转运动和不规则跳动,故弯曲木段的凹部也能与剥皮齿牙很好的接触。
③因庞大的机壳是固定不动的,所以耗能小,故障率低,维修工作量小,震动和噪声比滚筒剥皮机要低得多,机器落地即可生产,甚至无需底座安装,使用方便。
4.1.3木材削片机
1、木材削片的意义
在伐区利用削片机进行木片生产,通常有两种作法:一种方案是在伐区内沿集材道两旁定点堆放剩余物,削片机沿集材道移动加工木片,另一种方案则是将伐区内可利用的剩余物集中至装车场的运材道处,削片机在装车场上加工木片。其好处是:
1.可更充分合理地利用剩余物;
2.原料沾污少,有利于提高木片质量;
3.以规整的层积木片代替松散杂乱的参差不齐的枝丫、梢头、小径木等进行运输,有利于提高车辆的运输工效,节约燃油料和装载劳动力的消耗,使综合劳动生产率有所提高,成本有所降低;
4.省去山下企业修建固定木片生产车间的基建投资,大大节省原料堆放场地面积,也有利于实现原料(木片)的机械化和自动化内部运输。
2、常用木材削片机分类及结构
(1)削片机的种类
木材削片机按其移动性有固定式和移动式两大类,固定式多用于工厂,移动式一般用于林区山场。按工作部件的结构形式分鼓式削片机和盘式削片机两种,鼓式削片机的切削机构是一个旋转的鼓轮,鼓轮上安装若干把飞刀,盘式削片机的切削机构是一个旋转的刀盘,在刃盘上沿半径方向安装3~16把飞刀。按进料方式,削片机可以分为斜口进料和平口进料两种型式,又可分为有强制进料装置和无强制进料装置两种。按切刀数目的多少,削片机又分为多刀削片机和少刀削片机。削片机按照用途又可分为原木削片机、枝丫削片机、板皮削片机、原竹削片机等。另外,削片机还有固定式和移动式两种型式。移动式削片机有由汽车或拖拉机牵引的,也有自行的,削片机直接装在汽车或拖拉机上。
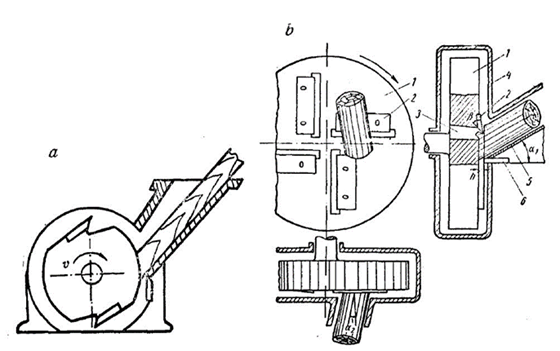
图4-29 削片机简图
a.鼓式削片机 b.盘式削片机
1.刀盘 2.飞刀 3.排料口 4.刀盘罩 5.进料槽 6.底刀
(2)鼓式削片机
鼓式削片机的飞刀装在一个旋转的鼓轮上,由这些旋转的飞刀将木材加工成为工艺木片。它主要用于加工切削直径或厚度在120mm以下的枝丫、小径木、板皮、板条等,木片作为纤维板、纸浆的原料。
其切削机构是一个旋转的鼓轮,上面安装若干把飞刀,飞刀旋转时将木材加工成工艺木片。鼓轮外缘上有多个方形通孔,可使木片顺利排出;进料机构由进料接口、上下进料辊及进料调隙机构组成,从进料接口进入的木料被上下进料辊压住,并以一定的速度向切削机构进给,控制切削木片的尺寸;在加工厚木料时,由进料调隙机构进行调节。木片经筛选后,较大的须再次进入刀片与档板间粉碎。

图4-30 鼓式削片机
盘式削片机的刀盘直径根据被加工木料的特征和生产率要求而定。在刀盘圆周上还装有6~8块风扇叶片。当刀盘旋转时,叶片便产生具有一定风压和流量的气流,将木片从机壳切线方向的出料管抛出。当叶片的圆周速度达到27~28m/s时,木片被抛起的高度可达4~5m。大型盘式削片机由于刀盘圆周速度很大,为了防止木片被打得过于粉碎,在刀盘上不安装叶片,而用鼓风机把木片吹走,或者使木片落到削片机下方的运输带上。因此,盘式削片机又有上口出料和下口出料之分。
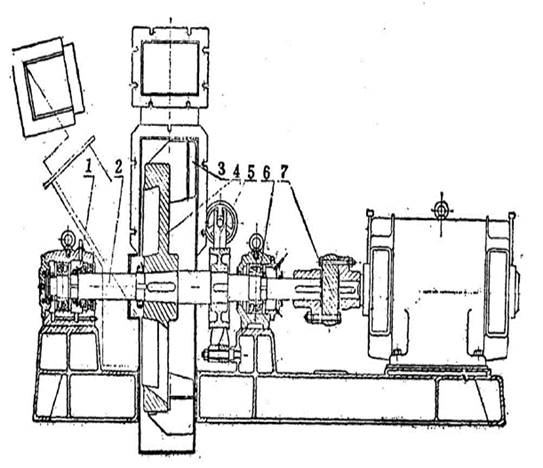
图4-32 盘式削片机的结构
1.止推轴承 2.主轴 3.风扇叶片4.刀盘 5.带式制动器6.球轴承了 7.联轴节

