
9.3木工车床
木制品中的旋转体,如圆柱表面、异形表面以及端面,都是通过旋转运动和直线运动合成的,而车床和圆棒机就是根据表面成形运动的原理工作的。在车床上,工件旋转,切刀做直线纵、横向移动。在圆棒机上,工件直线纵向移动,刀具旋转。车床能车削工件的外圆表面和端面(图9-10a),而圆棒机只能铣削圆棒(图9-10b),不能完成其他加工。
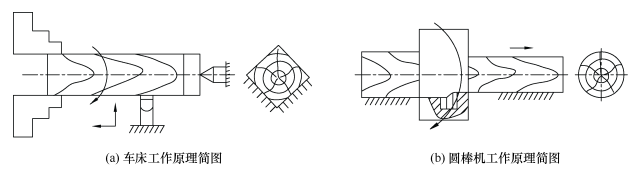
图9-10 旋转表面零件加工原理示意图
9.3.1木工车床的类型
木工车床根据用途不同可分为:中心车床(图9-11a、b)、万能车床(9-11c、d)和端面车床(图9-11e),另外还有多刀木工车床、木工仿形车床等。
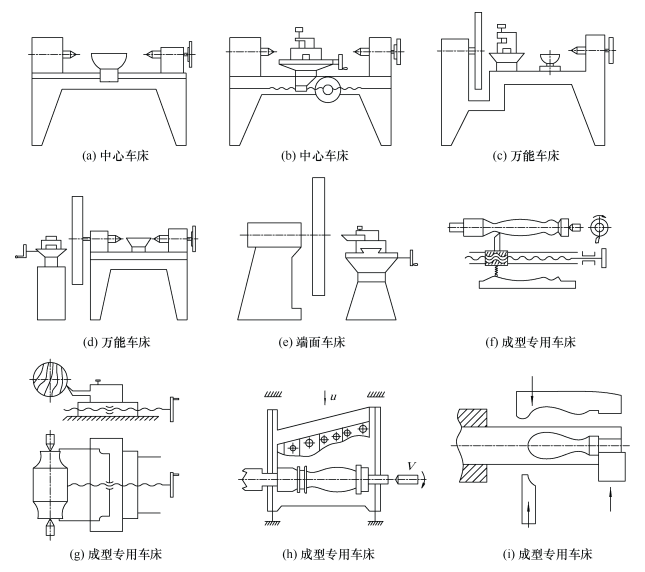
图9-11 几种典型车床示意图
中心车床适用于加工柱形表面的工件,工件的两端固定在床头和尾架的两个顶尖上,车刀抵在托架(图9-11a)或固定于刀架(图9-11b)上,由手动控制车削的尺寸及形状。万能车床在床头箱上安装有卡盘,不仅可加工柱形表面工件,还可加工各类盘形工件;万能车床可分为简易万能车床(图9-11c)和普通万能车床(图9-11d),它们的区别在于普通万能车床带有夹紧刀具的复式刀架(保证刀具的纵向和横向移动)和溜板箱,从而实现车削的机动进给。为了加工大尺寸的盘形工件,在车床的床身上,铸出一个凹槽,即可在床头上安装大尺寸的卡盘。为了增加机床的万能性,也可将床头箱制成双伸轴式。一端固定的大卡盘和落地式刀架可以加工大尺寸的盘形工件。端面车床专门用于加工各种尺寸的盘形工件。
9.3.2木工车床的结构
根据加工的要求,木工车床的主运动系统可按工件的直径、材质进行适当地变速,变速方法有塔形皮带轮有级变速和机械式皮带无级调速;主轴的变速范围较大,一般为50~1300 r/min。若在车削加工时(如车削木质的螺纹)需主轴反向旋转,一般通过电机正反向实现,从而简化了机构设计。
简易的木工车床由手动进给;功能较全的车床采用机动进给,机动进给的动力可以从主运动系统引出,也可由单独电动机带动。—般有内联系要求的,主运动与进给运动采用一个动力源,否则为单独传动。
工件在木工车床上的装夹与定位由床头上的卡盘和尾架上的顶尖来实现。卡盘的形式较多,常见的有三爪卡盘、拨盘等。为了提高细长木质工件加工时的刚度,现代化木工车床还配有中心支架。
适用于现代木工车削加工的木工车床具有可快速装卸的卡盘、可以纵横移动的刀架、进给机构、溜板箱、床头箱,还配有加工大尺寸盘形工件的落地式刀架。这种机床的工艺性较好,加工范围宽。可加工直径600mm的盘形工件,或长度为1750mm、直径为200~300mm的柱形工件。
除此而外,还有种类很多的专用木工车床,如靠模木工车床。这类车床有立式和卧式的,可以加工复杂的外形表面,如椅子腿、步枪枪托等不规则形状的产品。图9-12所示为全自动背刀车床,图9-13所示为木工专用车床,图9-14所示为木工圆棒机。

图9-12 全自动背刀车床
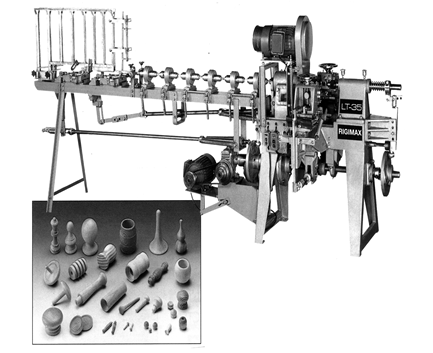
图9-13 木工专用车床

图9-14 木工圆棒机

