
-
1 章节内容
-
2 授课视频
-
3 带锯制材视频
6.2木工带锯机
6.2.1木工带锯机的分类
木工带锯机的分类方式较多,下面介绍几种常见的分类方式。
(1)按结构分类
木工带锯机按结构分类可分为立式和卧式两大类;也可分为跑车带锯机、台式带锯机和多联带锯机。
1、立式木工带锯机
如图6-8(a)所示,一个锯轮在另一个锯轮的上方,使垂直于锯轮旋转轴线的、通过两锯轮中心的连线呈直立,即为立式带锯机。立式带锯机应用最广。根据工艺要求,立式带锯机又可分为左向和右向两种。锯机前面(进料端)看,锯轮做逆时针方向回转的为左向,锯轮做顺时针方向回转的为右向,左向在带锯机型号上要加以表示。
2、卧式木工带锯机
如图6-8(b)所示,锯轮置于垂直平面内,使通过两锯轮中心的连线呈水平,即为卧式带锯机。卧式带锯机通常用于锯割珍贵树种的木材或取板皮。

(a) (b)
图6-8 立式和卧式带锯机示意图
(2)按工艺要求分类
带锯机按工艺要求分类可分为原木带锯机、再剖带锯机和细木工带锯机。
1、原木带锯机
如图6-4所示,原木带锯机主要是利用跑车进给,将原木锯割成方材或板材,常见的结构形式为立式、卧式和多联带锯机。
2、再剖带锯机
如图6-9所示,再剖带锯机主要是利用手工进料或机械进给,将毛方材、板皮及厚板材再剖成方材、板材。再剖带锯机包括剖分毛方材、板皮和厚板材的立式、卧式和多联带锯机。

图6-9 再剖带锯机
3、细木工带锯机
如图6-10所示,细木工带锯机主要是利用手工进料,将细木工车间的小料纵切、横截或曲线加工。细木工带锯机多数为立式。

图6-10 细木工带锯机
(3)按规格分类
木工带锯机按规格分类通常是根据锯轮直径的大小,将带锯机分为重型、中型和轻型。锯轮径大于或等于1500mm的称为重型带锯机,1060~1370mm的称为中型带锯机,小于或等于965mm的称为轻型带锯机。
(4)按安装形式分类
木工带锯机按安装形式分类可分为固定式和移动式。固定式带锯机安装在牢固的钢筋水泥基础上,运用于固定制材。移动式带锯机安装于可运行的机架上,由牵引机械牵引,并可做为作为带锯机的动力源进行流动制材,适用于采伐区或工地的简易加工。
6.2.2木工跑车带锯机
木工跑车带锯机主要由机体、上下锯轮、锯条张紧装置、锯条导向装置和跑车等组成。
(1)木工带锯机的主参数
1、锯轮直径D与锯条尺寸
木工带锯机的主参数为锯轮直径。锯轮直径的大小,取决于锯割原木的直径,锯轮直径一般为锯割原木最大育直径的1.2~1.4倍。
锯条厚度S受锯轮直径大小的限制。一般情况下,锯条厚度与锯轮直径的关系为:
S =(0.0007~0.001)D
锯条宽度要适中,锯条的有效宽度b(不计齿高)由锯轮宽度B决定,锯轮宽度取决于锯轮直径D。
B =(0.1~0.15)D
0.8B <b <B+25
2、上下锯轮中心距
上下锯轮中心距A是锯机的重要结构尺寸,关系到锯割原木的最大直径d,与锯割原木最大直径两者的关系为:
A =(1.8~2.2)d
由于制材带锯机机械化程度的提高,进料速度大大增加,所以设计时应考虑锯机稳定性,缩短上下锯轮中心距,增加锯机刚度,以适应高速进料。
根据上下锯轮中心距与锯轮直径的比值,分为标准型(其比值为1.7~1.8)和短身型(其比值在1.5以下)。表6-1为两种跑车带锯机的技术规格比较。
表6-1 跑车带锯机的技术规格
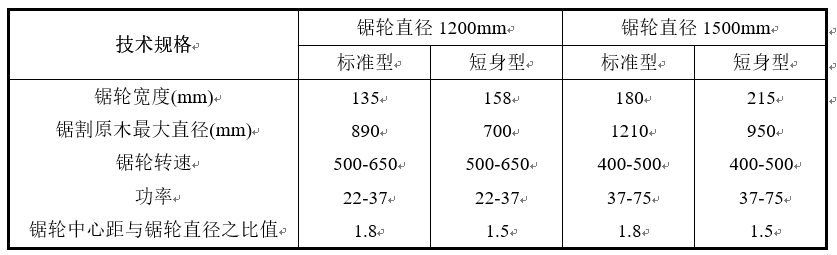
3、锯割速度
锯轮转速是带锯机的主要技术参数之一。为使锯割功率消耗最小,锯割速度与进料速度应相适应。要求锯割速度与进料速度都能无级调节,以达到锯割质量好、能耗少和生产率高的目的。但在实际生产中,多数制材带锯机的锯割速度是不能无级调节的。
(2)木工跑车带锯机的结构
带锯机主要由机体、上下锯轮、锯条张紧装置、锯条导向装置等组成。
1、机体
木工带锯机的机体用于支承和安装上下锯轮、锯条张紧装置、锯条导向装置等其它其他零部件,使其保持在确定的空间位置,并承受切削力和运动部件产生的惯性力。
木工带锯机的机体由锯身和锯座组成,机体由铸铁或铸钢制成。锯身上部的立柱上有垂直导轨,以便上锯轮托架升降;在锯座上装有下锯轮的轴承座及制动装置。为了保证正常工作,要求机体具有相当的重量和足够的稳定性。锯身重心降低,锯座增加重量和接触面积;加强锯身与锯座、锯座与基础的结合,合理选择机体的结构形式增加其刚度,达到坚固抗振。
带锯机的机体类型有各种各样,从形状上可分成I型、H型、S型和O型。

I型 H型 S型 O型
图6-11 机体类型示意图
I型、S型具有燕尾型的上锯轮升降导轨,其稳定性较差,二者仅适用于轻型带锯机;H型、O型都具有圆柱型形的上锯轮升降导轨,稳定性好,振动亦较小,一般常用于中型和重型带锯机。
2、锯轮
锯轮是一对装挂带锯条的轮子,分为上锯轮和下锯轮。锯轮是带锯机最主要的部件之一,起着张紧、驱动、制动带锯条的作用。锯轮的制造必须满足如下要求:
①锯轮几何精度要满足设计图样和标准的要求。
②上下锯轮都必须经过平衡处理。
锯轮按结构可分为辐条式与辐板式两种,上锯轮(被动轮) 有辐条和辐板两种形式,而下锯轮(主动轮)一般都采用辐板式。
1)上锯轮
上锯轮为从动轮,其重量应尽量轻些,这样不仅可降低锯机的重心,而且易被下锯轮带动,在起动或制动时能及时回转或停止;其次,当切削阻力变化时可减少多余的回转,从而避免由于锯条剧烈伸缩造成折断和在上锯轮表面的打滑现象,以保持锯条在锯割木材时始终平直且张紧。
机械加工的辐条式上锯轮,是目前国内应用较为广泛的一种上锯轮(图6-12),由轮缘1、辐条2和轮毂3组成。轮缘由钢板弯曲焊接而成,一般采用中碳钢(45),或经过热处理的低碳钢材料,硬度在HRC48~50。轮缘外表面最后进行一次精加工,有条件要进行表面高频淬火,以提高表面耐磨性。轮缘内表面要求等分钻孔,其中一半左倾,另一半右倾,且相邻两孔倾斜的方向相反。辐条一端与轮缘固接,另一端通过螺栓与按轮缘的等分数等分钻孔的轮毂相连接;辐条根数按锯轮直径大小不同有所增减,设计时,辐条根数要适当。辐条根数过多,不仅上锯轮质量增加,而且空气阻力增大;辐条根数过少,则影响锯轮刚度。图6-12中,4是上锯轮轴,轴与轮毂采用锥度配合,锥度为1︰25;为保证其同轴度,防止锯轮轴向窜动,用反扣螺母得将其锁紧。5是轴承座,通过轴承托架将其定位,支承上锯轮轴。6是螺栓,它一端固定在轴承座5中,用来调整锯轴在水平面内的位置;轴承一般选用双列向心滚柱轴承支承锯轴,由旋盖式油杯润滑。

图6-12 上锯轮结构示意图
1.轮缘;2.辐条;3.轮毂;4.上锯轮轴;5.轴承座;6.螺栓
2)下锯轮
下锯轮为主动轮,由电机通过三角皮带带动,使上锯轮及锯条回转以锯割木材。下锯轮的重量一般为上锯轮的2.5~3.5倍,其目的是增加转动惯量,起飞轮作用,以调节锯割时由于原木的材性不均而引起的速度变化和缓解锯条焊缝处的摩擦所引起的冲击。
图6-13所示常见的下锯轮结构。下锯轮9是辐板式的,在辐板上带有带式制动轮7,在锯座3上安装着制动手柄1,转动手柄则可带动制动连杆2,并使连杆上的制动带8收紧,达到制动下锯轮的目的。为了使锯轴5与下锯轮紧密配合,它们之间采用1︰25的锥度配合,并用螺母6反扣锁紧。下锯轮的转动是经三角皮带10直接由电机11驱动的。轴承采用中宽系列、双列向心滚柱轴承,轴承的润滑是采用旋盖式油杯4。

图6-13 下锯轮结构示意图
1.制动手柄;2.制动连杆;3.锯座;4.旋盖式油杯;5.锯轴;6.螺母;7.带式制动轮;8.制动带;
9.下锯轮;10.三角皮带;11.电机
3、锯轮张紧装置
锯轮张紧装置由上锯轮升降仰俯机构和自动调整张紧力机构两部分组成。
上锯轮升降仰俯机构用于升降上锯轮,以张紧或更换锯条,正确调整上下锯轮的中心距,将锯条正确地挂在锯轮上,使高速回转的锯条在工作时不致因受锯割木材的阻力而脱落;使上锯轮倾斜,以适应辊压后的锯条形状,抵抗锯割时木材对锯条锯齿的压力和进给力,保持锯条在锯轮上的稳定。图6-14所示为带锯机的传动系统图,图6-15所示为锯条张紧装置的结构图。

图6-14 带锯机传动系统图
1.横轴;2.导柱;3.轴承座;4.上顶杆;5.杠杆;6.平衡锤;7.下顶杆;8.手轮;9.蜗轮蜗杆;10.转轴

图6-15 锯条张紧装置

由图6-14、图6-15可知,在这个机构中有两对蜗轮蜗杆。右蜗杆的右端和手轮16的左端均加工有牙齿,组成一组牙嵌离合器17。右蜗杆空套在转轴15上,手轮以滑键同转轴相连接,可在转轴上滑动。左蜗杆固定在转轴15上。推上离合器17,右蜗杆与手轮左端啮合,转动手轮16,通过两对蜗轮10、蜗杆12传动丝杠6,使支承上锯轮轴承座的两个立柱4同时上升或下降。升降距离一般为100~250mm,升降速度为0.2~0.3m/min。拉开离合器17,转动手轮16,通过左蜗轮蜗杆传动丝杠,右蜗杆与手轮左端脱开,左侧立柱升降,使上锯轮倾斜。上锯轮升降或倾斜可以用手动和机动两种方式实现,机动升降传动系统见图6-14。上锯轮升降仰俯机构除了采用蜗轮蜗杆传动形式外,还可用锥齿轮传动代替蜗轮蜗杆传动,其工作原理与上相同。
锯条在切削原木的过程中,因受摩擦,会发热伸长,或因原木径级变化,材种软硬不均,或各种大小节子等引起切削阻力的增加,以及难以避免的部分锯屑粘于轮缘等情况,均会使张紧力随时变化而失去均衡,可能引起锯条窜动造成材面弯曲,甚至使锯条断裂等。因此,为保证锯条在锯解时经常保持适当的张紧程度,带锯机都装置有自动调整张紧力机构。
自动调整张紧力机构可分为机械、气压和液压三种形式。下面将着重介绍机械杠杆重锤式自动调整张紧力机构的结构和工作原理。
根据上锯轮的支承形式不同,杠杆重锤式有单式和复式两种。图6-16中,(a)为单式,顶针上支承点在上锯轴的下面,顶针机构在立柱内;这种形式杠杆比值小,灵敏度差,旧式带锯机中常见;(b)为复式,顶针上支承点在轴承座托架凹槽中,轴承座托架另一端通过销轴和锯铤铰接,顶针机构在立柱外;这种形式杠杆比值大,灵敏度高,较新式的带锯机基本上都采用这种结构。单、复式的主要区别就是杠杆比值的大小不同,一般中、重型带锯机的杠杆比值在1/50~1/90,轻型为1/20左右。

图6-16 杠杆重锤式自动调整张紧力机构示意图
4、锯条导向装置
1)压力锯卡装置
跑车带锯机上采用压力锯卡装置,跑车前进时,依靠气压或液压缸推动压力锯卡,使锯条向一侧移动,实现锯割,跑车返回时,利用压力锯卡装置收缩使锯条躲开原木避免整个车架后退,实现了锯条退避的机械化,代替了常用的跑车退避装置,从而提高了摇尺精度(图6-17(a))。

图6-17 锯条导向装置示意图
(a)液压式;(b)滚轮式
2)滚轮式锯卡装置
滚轮式锯卡装置在锯条的一侧或两侧及锯条的背部装有滚轮,锯轮压紧锯条,当锯条运行时,带动滚轮绕轴线旋转,既起到了导向作用,又防止因受木材推动而向后的窜动。滚轮外面包覆有高耐磨材料,其工作条件要比夹板式好。细木工带锯机多采用滚轮式锯卡装置(图6-17(b))。
机械接触型锯卡装置能有效地限制锯条的自由长度,提高锯条的稳定性和锯割精度。缺点是锯条磨损量增大,加速锯条疲劳破坏。
3)空气静力型锯卡装置
空气静力型锯卡装置在锯条两侧装有喷射嘴,使锯条和喷射嘴之间形成气垫,当锯条一侧与喷射嘴间隙增大时,产生的回复力矩就大,使锯条回到中间位置。气垫的刚性和支承能力利用压缩空气压力调节。
4)电磁型(图6-18)
电磁型锯卡装置在锯条一侧或两侧装有电磁铁,利用电磁力吸引锯条,增加锯条刚性和使用寿命。电磁型锯卡装置在一定程度上提高了锯条的稳定性,但减小锯条自由长度的效果不显著。

图6-18 电磁型锯卡装置
5)立式带锯机夹板型上锯卡装置的升降机构
立式带锯机有上下两个夹板型锯卡装置。下锯卡装置固定不动,安装在下锯口的出口处;上锯卡装置可以升降,在锯口上部,可根据锯割木料的形状和尺寸升降。
升降方式有手动和机动两种(图6-19)。手动升降时,可操纵机体旁的手轮,通过链条或钢丝绳牵引上锯卡装置悬臂沿导轨升降;机动升降是由一台电动机通过减速器、丝杆螺母,使上锯卡装置悬臂沿导轨升降。
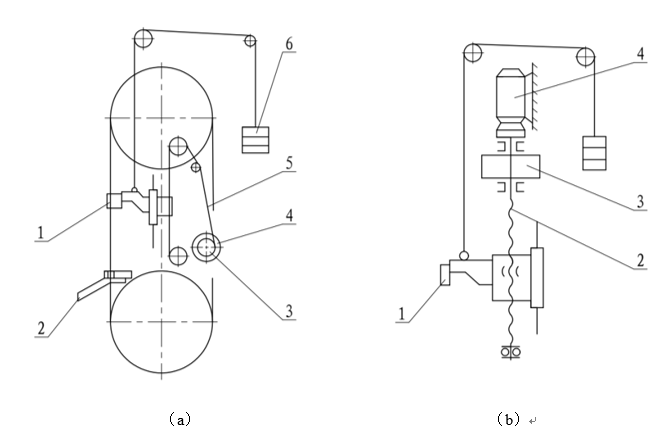
图6-19 夹板型上锯卡装置的升降机构

6.2.3其他类型木工带锯机
其他类型的带锯机主要包括卧式木工带锯机和细木工带锯机。卧式木工带锯机和细木工带锯机的结构除了与前述的立式木工带锯机结构有相同之处外,在结构方面还有自己的特点。它们也是应用比较广泛的木工带锯机。
(1)卧式木工带锯机
卧式木工带锯机既有用于原木锯割,也有用于再剖锯割的;其中后者应用较多。特别是在板皮加工中,它以已锯切平面做基准面,锯割平稳,加工质量较好。
图6-20所示为国产MJ3712型卧式木工带锯机。它主要用于把大、中型跑车带锯机锯割下来的边皮材锯割为一定规格的毛边板材。该机与立式带锯机结构是相似的,仅布局不同,其两锯轮的中心连线是水平配置的。主动锯轮5由40kW的电动机带动;从动锯轮1可通过电机或手轮(图中未示)进行调整,并利用杠杆重锤式张紧装置使锯条自动张紧。活动锯卡2由电机3带动,可按被加工板材的宽度进行调节,保证被锯割板材在锯卡装置4和2之间通过。两立柱7固定在底座8上。机身6内电机9通过减速机构带动,可按锯割板材所需之厚度,在立柱上做上下调节。

图6-20 MJ3712型卧式木工带锯机
1.从动锯轮;2、4.锯卡装置;3、9.电机;5.主动锯轮;6.机身;7.立柱;8.底座
图6-21所示为德国卡那里(Canali)公司生产的BBS系列全液压卧式原木带锯机。卧式原木带锯机与卧式板皮带锯机不同之处在于:卧式原木带锯机用下锯口工作,支承锯身的二根导柱之间有一台可往复运动的跑车,跑车上有夹钳,可以将原木牢固地固定在跑车上。由于锯割下来的板材平搁在原木上,锯割过程中,无论这块板材有多重,都不用附加工具或机器来支撑,也减少了板材劈裂的可能性;锯下的板材还能容易地输送走。装上附加的圆锯,可以在锯割的同时锯掉边棱,直接加工成光边板或复锯加工成其他规格的板材。所以,特别适合于锯割大径级的原木和内应力大的原木。

图6-21 BBS系列全液压卧式原木带锯机
1.移动锯轮;2.锯条;3.锯轮移动机构;4.带导轨的锯身;5.电动机;6.传动三角皮带;7.附加圆锯装置;
8.圆锯电动机;10.导柱;11.附带圆锯;12.原木夹钳;13.原木送材车;14. 送材车往复齿轮齿条机构;
15.原木;16.送材车轨道;17.送材车车轮
(2)细木工带锯机
细木工带锯机(图6-22)主要用于锯割板、方材的直线、曲线以及小于30~40o的斜面。广泛应用于细木工及木模等车间。这类带锯机结构较简单,大部分采用手工进料。在大批量生产条件下,则可采用自动进料器或改装为机械进料。

图6-22 机械进给细木工带锯机

