
-
1 任务布置
-
2 任务分析
-
3 任务实施
-
4 任务评价
-
5 微视频
任务描述
某工厂新进一台工作站,你作为工程师,请完成工业机器人系统安装、检对与调试、I/O信号配置等工作,并通过示教器编程、周边设备编程,使工作站完成装配工艺流程。
题目一:工业机器人操作规范(10分)
1.安全着装要求。
2.操作规范要求。
题目二:工业机器人系统安装(10分)
1.参考图2-1设备模块布局图(单位:mm),选用合适的工具完成A码垛平台和B码垛平台的安装。
要求:安装位置误差不超过5mm,安装完成后模块不与其他模块发生干涉,不影响机器人执行其他模块的任务。
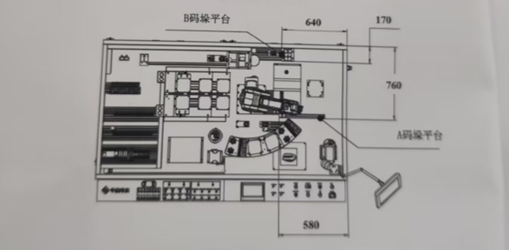
图2-1 工作站布局图
2.快换装置主端口处到工业机器人上臂处的气路已经完成连接,现需根据图2-2完成工具快换控制电磁阀端到工业机器人本体底座处的气路连接,从而实现调节对应气路电磁阀上的手动调试按钮时,工具快换装置主端口与工具端可以正常锁定和释放,夹爪工具可以正常开合等功能。完成气路的连接后,启动工业机器人系统,将气路压力调整到0.4MPa到0.6MPa,打开过滤器末端开关,测试气路连接的正确性。
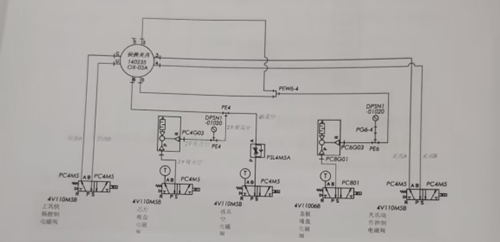
图2-2 工作站气路图
3.合理布置气路气管并使用现场提供的扎带绑扎气管,要求第一根绑扎带与接头处距离为60士5mm,其余两个绑扎带之间的距离不超过50士5mm,绑扎带需进行适当切割、不能留余太长,留余长度必须小于1mm。要求气路捆扎美观安全,不影响工业机器人正常动作,且不会与周边设备发生刮擦勾连。
题目三:工业机器人校对与调试(15分)
1.对齐同步标记
(1)切换工业机器人模式至手动模式档,将示教器中工业机器人操纵杆的速率调节为30%。
(2)手动操纵工业机器人进行单轴运动,使工业机器人6个关节轴依次运动回机械原点,对齐同步标记。
2.更新转速计数器
完成工业机器人6个关节轴转数计数器更新的操作,并向考评人员展示示教器中“转数计数器更新已成功完成”的界面,如图3-1所示。
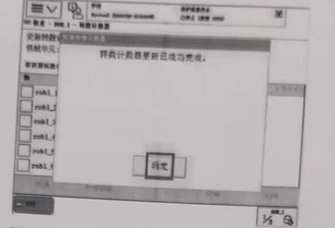
图3-1 转数计数器更新已成功完成界面示意图
3.工业机器人I/O信号配置
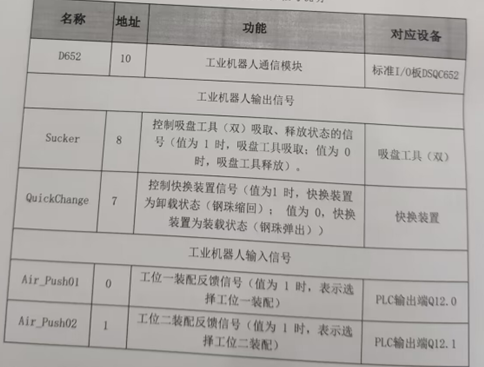
请根据表3-1所示配置工业机器人标准I/0板DSQC652及相关I/O信号,实现工业机器人与周边设备的交互。
注意:根据设备实际情况,将表格中输出信号Sucker地址修改为9(单吸盘信号)
表3-1 DSQC562板及I/O信号说明
题目四:周边设备编程及调试(22分)
工作站的触摸屏与PLC已完成通讯连接。请完成以下操作:
1.编写并下载PLC及触摸屏程序,使在触摸屏上选择不同按钮时,工业机器人在不同的装配工位上进行盖板装配。触摸屏上添加“工位一”、“工位二”和“复位“三个按钮。当按下“工位一”按钮时,工位一推送气缸推出,同时信号Air_Push0l值为1;当接下“工程二”按钮时,工位二推送气缸推出,同时信号Air_Push02值为1;当按下“复位”按钮时,工位一和工位二的推动气缸被缩回,同时Air_Push01和Air_Push02的值变为0。涉及的PLC端变量地址见表4-1。
表4-1PLC变量说明

题目五:工业机器人操作与编程(43 分)
1.新建程序模块“KH”,并在模块中示教编写自动抓取吸盘工具程序"GetTool"、自动抓取元件程序"GetCPU"、工位一元件装配程序 "Pack01"、工位二元件装配程序“Pack02" 及自动释放吸盘工具程序“PutTool"。盖板拾取位置如图5-1所示,工位一和工位二如图5-2所示。要求:每个程序均从工作原点Home点出发,最后返回至Home点,其中Home点位置为(0,0,0,0,90,0)。
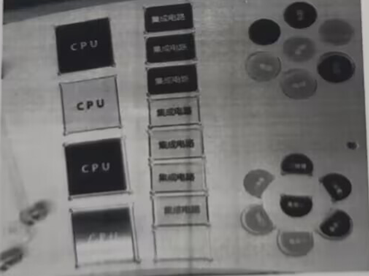
图5-1 元件拾取位置
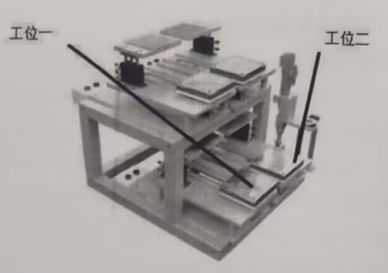
图5-2 工位一和工位二示意图
2.新建主程序“main",并分别调用以上编写的例行程序,实现:工业机器人自动抓取吸盘工具,从元件拾取位置拾取CPU元件,当按下“工位一”按钮时,完成工位一处的CPU装配,按下“工位二”按钮时,完成工位二处的CPU装配,最后工业机器人释放吸盘工具。
要求:手动模式下,程序运行速率为50%;自动模式下,程序运行速率为30%。



