-
1 任务布置
-
2 任务分析
-
3 任务实施
-
4 视觉检测
-
5 实操评价
任务描述
某工厂新进一台芯片装配工作站,你作为工程师,请完成工业机器人系统安装、校对与调试、I/O信号配置等工作,并通过示教器编程、周边设备编程,使工作站完成芯片搬运装配工作。
题目一:工业机器人操作规范(10分)
安全着装要求。
操作规范要求。
题目二:工业机器人系统安装(16分)
快换装置主端口处到工业机器人上臂处的气路已经完成连接,现需根据图2-1完成工具快换控制电磁阀端到工业机器人本体底座处的气路连接,从而实现调节对应气路电磁阀上的手动调试按钮时,工具快换装置主端口与工具端可以正常锁定和释放,夹爪工具可以正常开合等功能。完成气路的连接后,启动工业机器人系统,将气路压力调整到0.4MPa到0.6MPa,打开过滤器末端开关,测试气路连接的正确性。
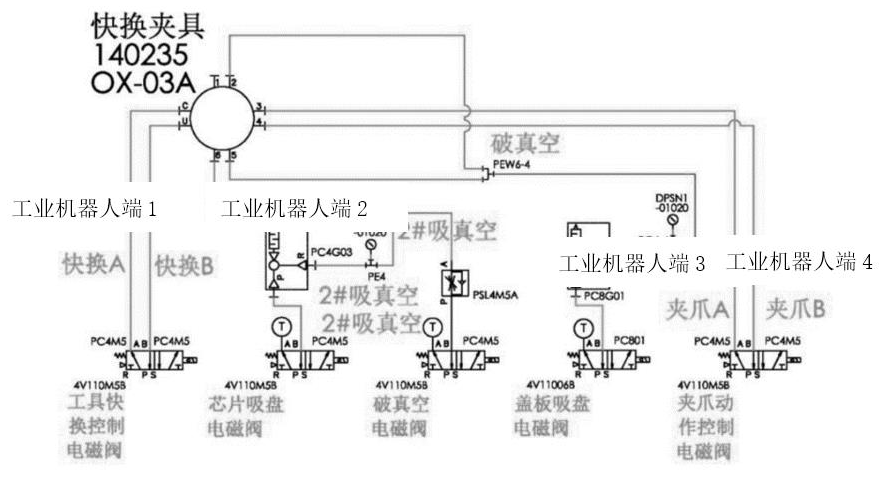
图2-1 工作站气路图
合理布置气路气管并使用现场提供的扎带绑扎气管,要求第一根绑扎带与接头处距离为60士5mm,其余两个绑扎带之间的距离不超过50士5mm,绑扎带需进行适当切割、不能留余太长,留余长度必须小于1mm。要求气路捆扎美观安全,不影响工业机器人正常动作,且不会与周边设备发生刮擦勾连。
题目三:工业机器人校对与调试(20分)
1. 对齐同步标记
(1)切换工业机器人模式至手动模式档,将示教器中工业机器人操纵杆的速率调节为40%。
(2)手动操纵工业机器人进行单轴运动,使工业机器人6个关节轴依次运动回机械原点,对齐同步标记。
2. 更新转数计数器
完成工业机器人6个关节轴转数计数器更新的操作,并向考评人员展示示教器中“转数计数器更新已成功完成”的界面,如图3-1所示。
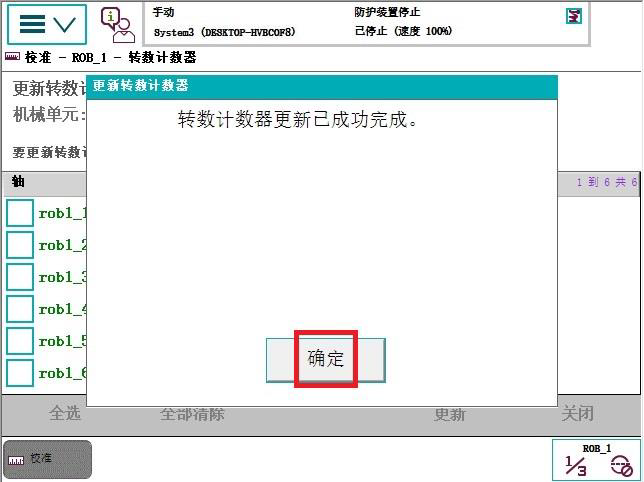
图3-1 转数计数器更新已成功完成界面示意图
3. 工业机器人I/O信号配置
完成工业机器人I/O模块d652的配置,并按照表3-1要求完成工业机器人I/O信号的配置并测试。
表3-1 信号说明
| 信号名称 | 信号类型 | 地址 | 说明 |
| doQuickChange | DO | 7 | 控制快换装置动作信号 |
| ToTDigSucker1 | DO | 9 | 控制吸盘工具(小吸盘)动作信号 |
| FrPDigStart | DI | 4 | 工作台“手动/自动”按钮切换状态反馈 |
题目四:工业机器人操作与编程(30分)
1. 工业机器人芯片装配程序编写与调试
在示教器中编写工业机器人芯片装配程序,完成二号工位上的PCB电路板芯片装配,具体要求如下。
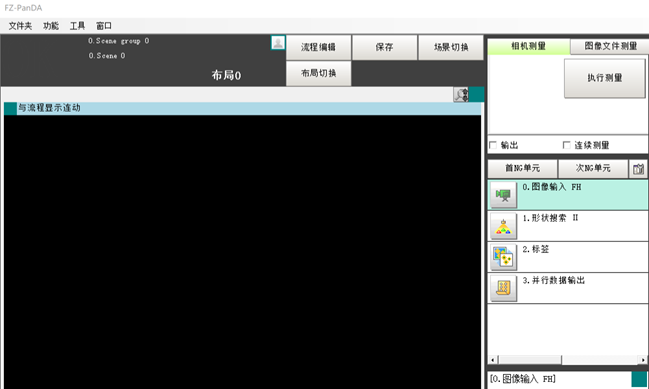
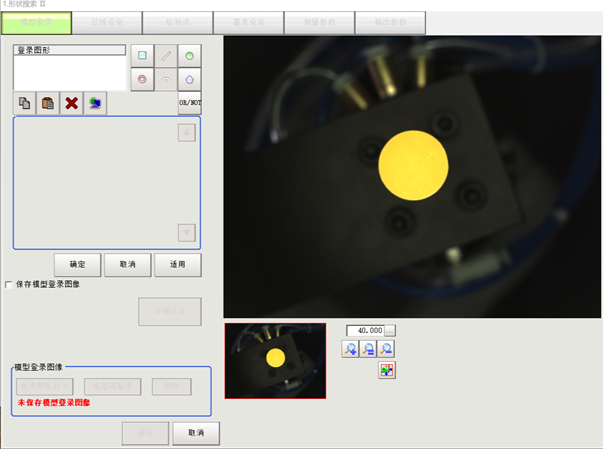
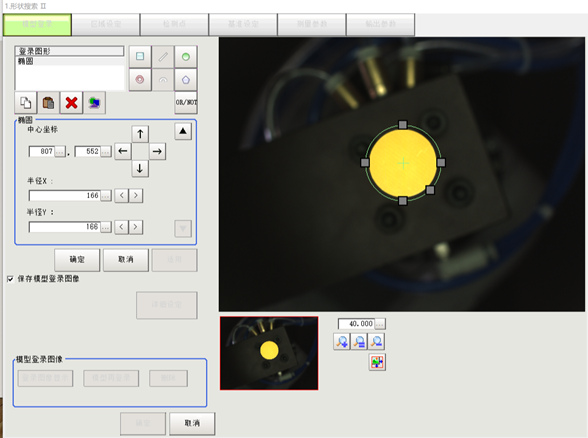
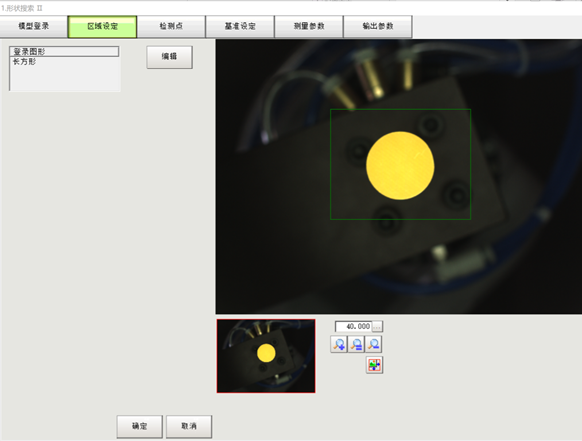
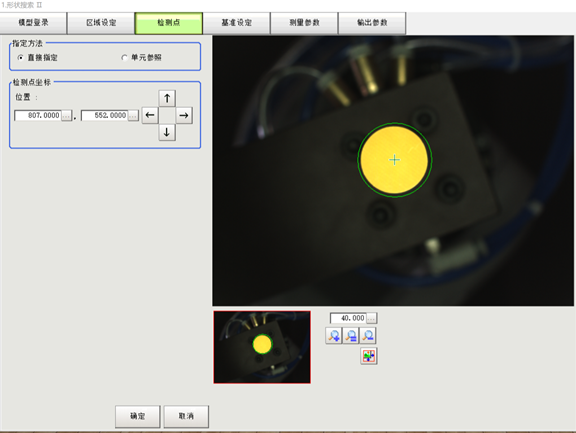
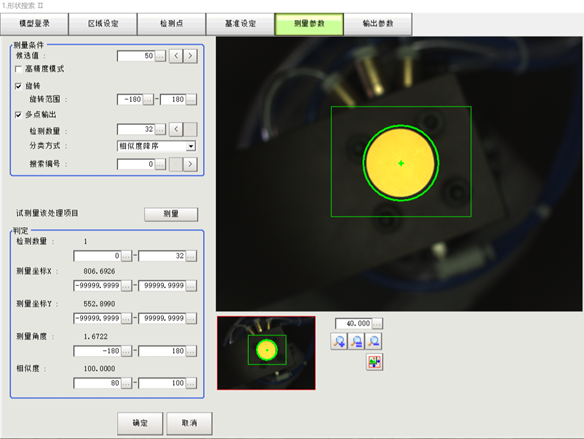
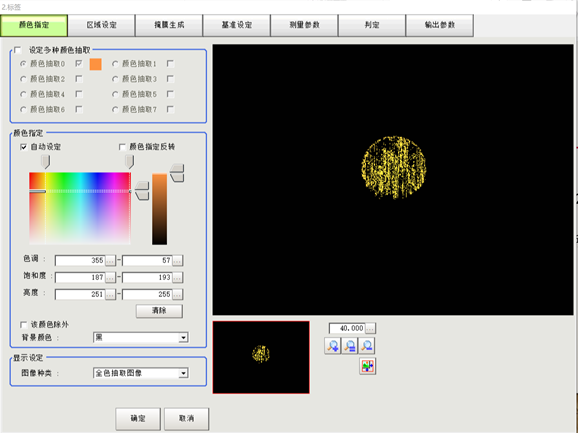
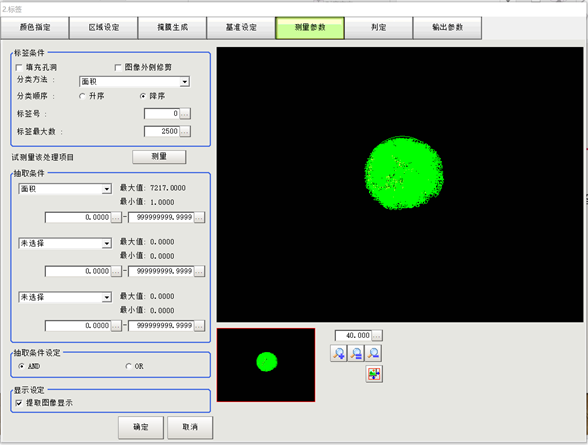
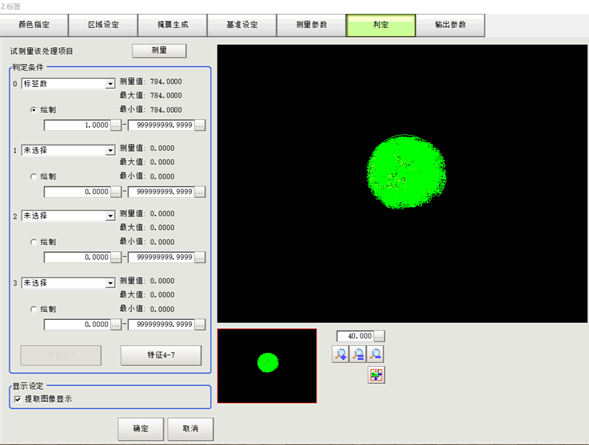
新建程序模块Assembling,并在该模块下新建和编写例行程序MCarry,实现1个蓝色CPU芯片和1个黄色电容芯片的安装。芯片原料料盘如图4-1所示,初始状态有1个蓝色CPU、1个白色CPU、1个黄色电容、1个蓝色电容,位置随机。机器人从料盘取出芯片后需通过视觉检测单元(如图4-2所示)判断芯片颜色是否符合要求,符合要求的芯片安装到电路板上,不符合要求的芯片放回原料盘,芯片安装流程均从Home点(工业机器人的姿态为5轴垂直向下,关节轴1往负方向转动90°,其余关节轴均为0°)出发,并最终返回至Home点。完成2个芯片安装后机器人释放吸盘工具,回到Home点。要求使用自动模式运行程序,程序运行速率设置为60%。
注意:吸盘工具需手动安装至工业机器人末端。
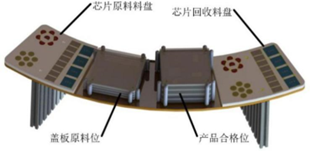

图4-1 原料料盘示意图 图4-2 视觉检测单元
2. 工业机器人中断程序编写及调试运行
在示教器中编写中断程序及触发中断程序,实现在芯片装配程序MCarry运行过程中,当工作站中的手动/自动旋钮(如图4-3所示)切换为自动状态时,触发中断程序,工业机器人立即停止运动,同时写屏提示“Please confirm that you are ready to start!”;切换为手动状态时,工业机器人继续运动。其中,中断程序命名为MInterrupt,触发中断例行程序命名为TRInterrupt,触发中断信号为FrPDigStart(手动/自动旋钮旋至自动状态时,FrPDigStart值为1;手动/自动旋钮旋至手动状态时,FrPDigStart值为0)。

图4-3工作站中的手动/自动旋钮
题目五:工业机器人周边设备编程(24分)
按要求完成以下操作:
1.编写工作站的触摸屏程序
触摸屏界面包含“1号气缸”和“2号气缸”按钮元件,当按下“1号气缸”或“2号气缸”按钮元件时,对应气缸缩回;再次按下按钮时,对应气缸伸出。
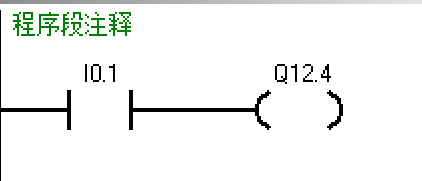
2.PLC编程
完成PLC设备组态及PLC与触摸屏的通信,编写PLC程序实现中断功能。

图5-1 安装监测工装单元工位示意图