
第十一课时电火花成型加工1
上一节
下一节
预期学习效果:
知识:了解电火花加工的由来,掌握电火花成形加工基本原理、加工过程及加工工 艺特点,影响电火花成形加工质量因素、熟悉电火花成形机床及附件和电极的设计及制造
能力:能正确运用电火花成形加工模具零件
素质:培养独立思考、善于发现问题的能力和创新意识
5.1.1电火花成形加工基本原理和特点
利用脉冲电源使工件与电极之间产生脉冲放电而形成腐蚀现象,并有控制地去除工件材料,以获得符合要求的截面形状、尺寸精度和表面粗糙度的工件。
放电过程
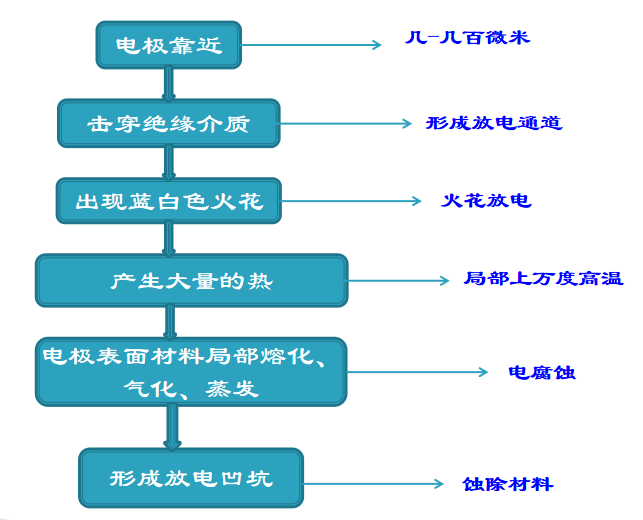
物理本质

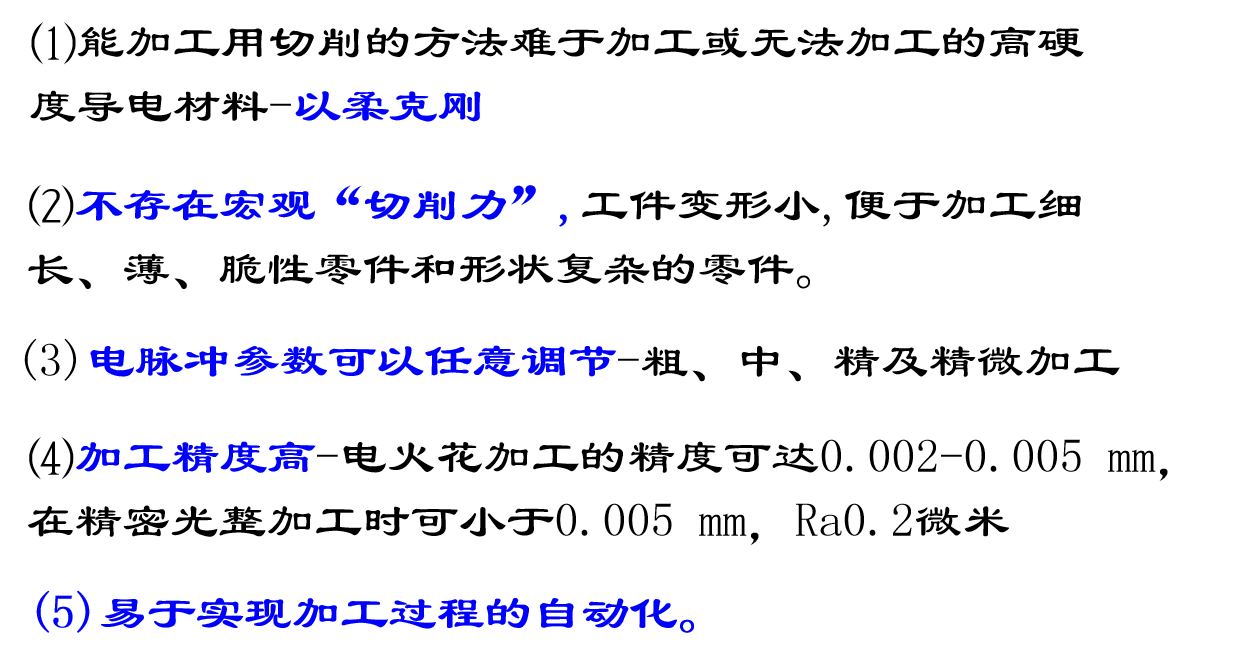
加工工艺特点
1.电火花加工优点
2.电火花加工的不足
⑴只能对导电材料进行加工。
⑵加工精度受到电极损耗的限制。
⑶加工速度慢、效率较低。
⑷最小圆角半径受到放电间隙的限制。
5.1.2电火花机床及附件
机床主体结构、脉冲电源、自动进给调节系统、工作液净化及循环系统、机床附件
5.1.3影响加工质量的因素
加工速度:电参数:脉冲宽度ti、脉冲间隔t、脉冲周期tp、脉冲频率fp 、 峰值电流 Is
极性效应:由于正负极性不同而导致材料蚀除量不同的现象叫做极性效应。
电极材料、工作液、排屑条件

