
第十课时成形磨削
上一节
下一节
3.4成型磨削
成型砂轮磨削法和夹具磨削法
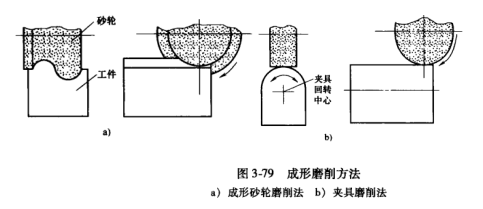
成型砂轮磨削法难点与关键是砂轮的修整,常用的方法有砂轮修整器修整、样板刀挤压、数控机床修整、电镀法。
(一)砂轮修整器修整
1.砂轮角度的修整
2.圆弧砂轮的修整
(二)修整成型砂轮其它方法
1.成型刀挤压法 利用车刀挤压慢速旋转的砂轮也可修整砂轮,此法的关键是用电火花线切割机先加工出成型车刀,然后再用车刀对慢速旋转的砂轮挤压,即可修整出所需砂轮。
2.数控机床修整法 将砂轮安装在数控机床主轴上,金刚刀固定在刀架(车床)或工作台(铣床)上,利用数控指令使金刚刀相对于砂轮进给修整出成型砂轮。
3.电镀法 此法与金刚石锉刀的制造方法相同,先加工钢的轮坯,再用电镀法在轮坯表面镀一层金刚砂。这种方法比较简便,但所得砂轮耐用度较低,精度也不高。
夹具磨削法:依据成形面的复杂程度选用不同的夹具,使工件相对于砂轮移动,从而加工出所需型面。
1.正弦精密平口钳和正弦精密磁力台
2.正弦分中夹具
3.万能夹具

