
第四课时加工余量及工序尺寸确定、切削用量
上一节
下一节
2.1.6 加工余量的确定及工序尺寸确定
1.加工余量的概念
2.加工余量确定
3.工序尺寸与公差的确定
(1)基准重合时,计算顺序:先确定各工序的基本尺寸,再由后往前,逐个工序推算;工序尺寸的公差,按各工序的经济精度确定,按“入体原则”确定上下偏差。
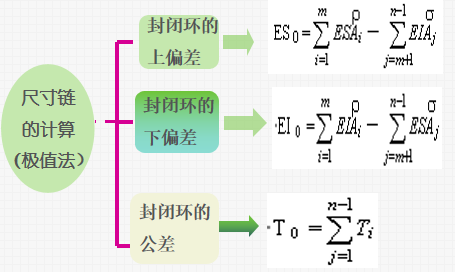
(2)基准不重合时,需用工艺尺寸链来分析计算
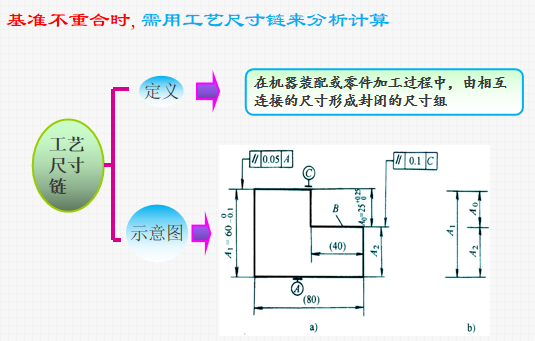
尺寸链:环、组成环、封闭环、增环、减环
2.1.7 切削用量的确定
1.qixue(1)主运动速度 Vc :主运动速度表示主运动的速度大小和方向,单位为m/min。
(2)进给量:主轴每转一转,钻头/刀具对工件沿主轴轴线相对移动的距离每转进给量f(mm/r)
(3)背吃刀量(切削深度)指:垂直于进给速度方向的切削层最大尺寸。一般指工件上已加工表面与待加工表面之间的垂直距离(单位:mm)。
2.切削用量的选择
选择切削用量的原则

