
3.5 原料替换时配方的计算
在生产过程中,由于原料组成发生变化或原用原料供应不足,需要采用新的原料,此时需要重新调整配方。计算新配方的出发点是保持原有配方的化学组成或示性矿物组成,以避免引起工艺条件和产品性能的变化。
例3-10 原料替换配方计算
某厂原用伟晶岩A、高岭土A、黏土A及石英砂配制瓷器坯料,组成为:
伟晶岩A——46.44%
高岭土A——27.7%
黏土A——18.90%
石英砂——6.96%
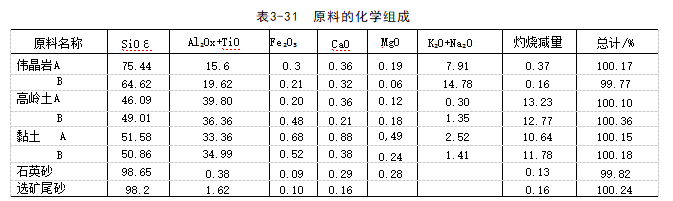
现改用伟晶岩B、高岭土B、黏土B及高岭土选矿的尾砂作原料进行配料。新旧原料的化学组成见表3-31。
解题步骤
计算原配方坯料的化学组成
根据原配方比例,计算各原料带入的各种氧化物的量。例如,伟晶岩A带入的SiO₂量为:
其他成分及其他原料带入的各种氧化物的数量按此方法计算,结果见表3-32。
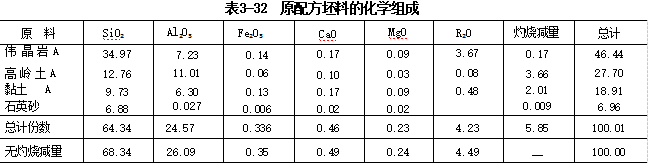
2.根据新原料的化学组成计算新配方
伟晶岩B的用量:主要供给坯料中的R₂O。根据坯料中R₂O=4.49%的要求,伟晶岩B的用量为:
黏土B和高岭土B的用量:根据实践经验,坯料中的高岭土与黏土的用量比为2:1。坯料中Al₂O₃为26.09%,由伟晶岩B带入的Al₂O₃为5.96份。黏土B和高岭土B需带入Al₂O₃为20.13份。设黏土B用量为x,高岭土B用量为2x,则:

解得x=17.4,2x=34.8。
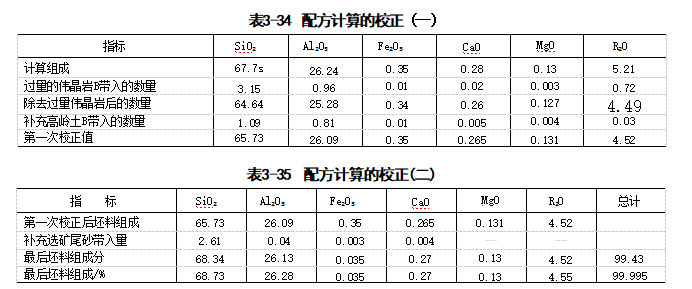
3.验证新配方的化学组成
新配方中各氧化物的百分含量与原配方进行比较,发现R₂O、Al₂O₃均符合要求,但R₂O超过量为0.72%。通过减少伟晶岩B的用量4.86份,调整后新配方基本符合要求。
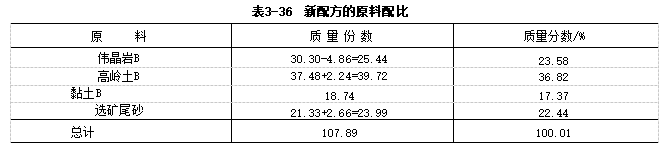
4.新配方的原料配比
新配方的原料配比如表3-36所示。
关键指标的确定与调整
根据生产经验,重配卫生陶瓷坯料时需保证的关键指标及其波动范围:
SiO₂±0.5%
Al₂O₃±0.5%
K₂O+Na₂O 物质的量0.067~0.068 mmol
云母5%左右
有机物0.4%~0.6%
<1μm 颗粒±0.5%
胶体指数(100g坯料吸附亚甲基蓝量)±0.2 mmol
通过计算或测定制出要求坯料的关键指标值,确保新配方能够维持原有性能。
例3-11 卫生陶瓷坯料重配
原配方
某厂原用的卫生陶瓷配方为:
高岭土E 28%
可塑黏土F 22%
长石 34%
石英 16%
新配方要求
现欲以可塑黏土A、B、C、D及高岭土G取代原用的黏土类原料,求能维持原有性能的坯料配方。
关键指标
根据生产经验,重配卫生陶瓷坯料时需保证的关键指标及其波动范围为:
SiO₂±0.5%
Al₂O₃±0.5%
K₂O+Na₂O 物质的量0.067~0.068 mmol
云母5%左右
有机物0.4%~0.6%
<1μm 颗粒±0.5%
胶体指数(100g坯料吸附亚甲基蓝量)±0.2 mmol
原料化学组成(表3-38)
| 原料 | SiO₂ | Al₂O₃ | Fe₂O₃ | TiO | CaO | MgO | K₂O | Na₂O | 灼烧减量 |
|---|---|---|---|---|---|---|---|---|---|
| 可塑黏土F | 57.73 | 27.72 | 1.00 | 1.23 | 0.23 | 0.45 | 2.27 | 0.32 | 9.32 |
| 高岭土E | 46.78 | 38.21 | 0.64 | 0.03 | 0.14 | 0.10 | 1.46 | 0.07 | 12.57 |
| 长石 | 68.65 | 18.15 | 0.07 | - | 0.71 | - | 5.20 | 6.82 | 0.23 |
| 石英 | 99.38 | 0.1 | 0.06 | 0.02 | - | - | 0.26 | 0.13 | 0.13 |
| 可塑黏土A | 60.4 | 27.0 | 0.93 | 1.62 | 0.29 | 0.23 | 1.70 | 0.50 | 7.59 |
| 可塑黏土B | 54.5 | 30.5 | 0.99 | 1.90 | 0.23 | 0.20 | 0.34 | 0.24 | 11.20 |
| 可塑黏土C | 57.3 | 27.3 | 2.30 | 1.30 | 0.50 | 0.50 | 0.50 | 0.10 | 10.20 |
| 可塑黏土D | 57.4 | 25.9 | 1.20 | 1.30 | 0.50 | 0.22 | 1.60 | 0.40 | 10.80 |
| 高岭土G | 44.5 | 39.2 | 0.36 | 1.76 | 0.22 | 0.01 | 1.60 | 0.01 | 13.55 |
原料其他性质(表3-39)
| 原料 | 蒙脱石 | 高岭石 | 云母 | 石英 | 有机物 | <1μm颗粒 | 胶体指数/(mmol·g⁻¹) |
|---|---|---|---|---|---|---|---|
| 可塑黏土F | 12.73 | 40 | 23.18 | 25.90 | 2.09 | 77.27 | 3.31 |
| 高岭土E | 3.21 | 81.78 | 13.21 | 0.72 | 2.94 | 25 | 2.60 |
| 长石 | 7.2 | 43.7 | 20.6 | 29.38 | - | 5.5 | - |
| 石英 | - | - | - | 99.38 | - | 4 | - |
| 可塑黏土A | 5.6 | 68.0 | 5.9 | 16.5 | 0.2 | 70 | 5.5 |
| 可塑黏土B | 13.9 | 55.5 | 5.4 | 19.8 | 1.5 | 68 | 2.16 |
| 可塑黏土C | 19.4 | 36.0 | 18.4 | 26.2 | 4.0 | 68 | 2.94 |
| 可塑黏土D | 9.8 | 70.0 | 5.1 | 15.1 | 0.1 | 68 | 1.20 |
| 高岭土G | 19.4 | 55.5 | 18.4 | 26.2 | 4.0 | 68 | 3.40 |
坯料关键指标值
化学组成:SiO₂ 65.0%, Al₂O₃ 23.1%, K₂O 2.68%, Na₂O 2.41%
矿物组成:蒙脱石3.7%, 高岭石32.7%, 云母8.8%, 石英23.7%, 有机物0.46%
工艺性质:<1μm颗粒25%, 胶体指数3.31 mmol
重配步骤
计算除去可塑黏土F后的成分变化:
由表3-40可见,胶体指数、云母及有机物含量均明显减少。
调整配方:
加入10%可塑黏土D以恢复有机物,并增加部分云母和胶体指数。
加入5%可塑黏土A以引入云母和增加胶体指数。
采用可塑黏土B及C,进一步调整有机物含量和补充不足的胶体指数。
计算除去高岭土E后的成分变化:
明显减少云母量,胶体指数降低。
引入高岭土G增加Al₂O₃,但颗粒粗,无云母引入,还需配入可塑黏土A以恢复云母含量。
调整石英和长石的比例:
由于更换黏土类原料后,SiO₂含量增多,熔剂量减少,需降低石英用量并增加长石数量。
最终重配百分组成
| 原料 | 质量百分比/% |
|---|---|
| 可塑黏土A | 14.5% |
| 可塑黏土B | 3.0% |
| 可塑黏土C | 4.0% |
| 可塑黏土D | 10.0% |
| 高岭土G | 18.5% |
| 长石 | 37.0% |
| 石英 | 13.0% |
此配方基本符合原有性能要求,可以进行投料试验。

