
3.3 坯料配方的制定原则、方法及其计算
3.3.1 制定坯料配方的原则、方法与步骤
3.3.1.1 制定坯料配方的原则与方法
陶瓷坯料配方的设计目前仍处于半经验半理论阶段。现有的计算方法未能涵盖所有影响因素,加之原料的工艺性能及成分多变,以及实验方法、基础研究和技术研究的不足,使得这些方法往往无法直接应用于实际生产,通常只能部分使用或几种方法联用。
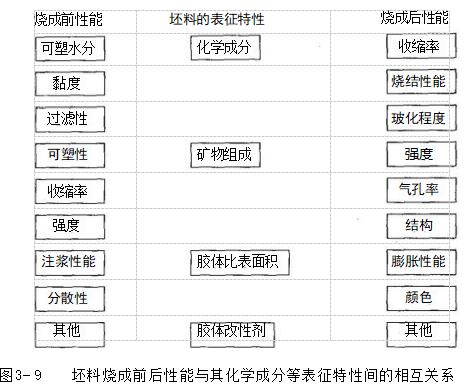
制定坯料配方的基本原则是:所设计的坯料组成及其相应的工艺性能必须满足烧成前后对坯料的各项技术要求。坯体烧成前后的性能与坯料配方特性之间的关系较为复杂(见图3-9)。设计配方的过程,实际上是通过调整各种原料的加入量和相应的加工条件,使上述各种相互关系得以协调的过程。
在确保设计的配方能够充分满足生产需求和产品质量要求的同时,还应遵循“因地制宜、就地取材、降低成本、提高效率”的原则,优先选用当地原料或替代原料。
目前制定坯料配方主要有以下几种方法:
方法一:化学分析基准法
以化学分析数据或坯式为基准,通过逐项匹配原料来确定原料用量。此法可保证坯料的化学组成,但其他工艺性能和物理性能不一定满足要求。若在原料选择(尤其是黏土)方面充分考虑,也可满足这些性能要求。
方法二:理论示性矿物组成基准法
以理论示性矿物组成为基准,通过逐项匹配原料来计算原料用量。该方法的难点在于准确确定各种原料的示性矿物组成比例。例如,对于某些黏土,用普通方法难以测定其中的石英与长石含量,因此该方法的普遍适用性有限。
方法三:经验配方改用与理论调整相结合法
结合工厂或研究单位积累的数据、经验和各种陶瓷材料及产品的组成范围,通过试验研究综合确定配方。这是目前较为通用的做法,其核心思想是“理论与本厂实际情况相结合”,既借鉴他人经验又不盲目照搬。在运用他人数据、经验和做法的同时,结合本地原料和本厂生产条件,制定适合自身的生产配方和方法,以生产出符合要求的产品。积累的数据和经验,无论是定性理论还是定量数据,都具有参考价值。但由于原料性质和生产条件的差异,不能机械地引用。因此,这种方法基于部分经验基础,综合运用理论,通过实践探索真理,检验真理。对于新材料或新产品的配方,可以在现有经验和相近规律的基础上通过试验创新。
3.3.1.2 确定坯料配方的步骤
a. 掌握第一手资料
确定坯料配方首先要基于分析、测定和研究,掌握第一手资料,主要包括以下几个方面:
研究制品性能要求和特点:明确制品的性能要求和特点,以确定坯料的化学组成并决定特殊成分的引入。
分析生产设备和条件:对现有生产设备和生产条件进行分析,以确定工艺条件、分析工艺因素并确定生产方法。
考察原料矿山:了解原料的产地、储量、开采量、质量品位、运输和价格等情况。
分析原料性能:测定原料的化学成分、可塑性、结合性、烧结性、烧后白度、收缩率以及加热过程中的变化(如差热分析等),了解各种原料对制品性能和坯料性能的影响,以便调整泥料性能并决定原料的选用。
研究现有经验和资料:分析和研究现有经验和资料,以便总结经验并不断改进同类产品的质量。
b. 选择初步坯料配方
在掌握第一手资料的基础上,选择初步坯料配方:
确定化学组成和坯式:首先确定化学组成,选定坯式,并按成分要求初步计算组分比例,确定基础坯料配方。
选定基础组元:在三角坐标图中,参照现有经验配方,选定以三大原料为基础组元,并与上述比例比较调整,初步确定配方。
调整小份额原料:在初步配方的基础上,调整其他小份额原料的加入量,如熟料、瓷粉、滑石等。
综合确定配方:综合各方面情况,按不同区域选定几个配方,以备试验比较。
c. 进行小型和扩大工艺试验
按选定的配方,首先确定工艺条件、烧成制度,进行小型工艺试验。对试样进行物性测定和物性检验,选择优良试样,找出改进方向,进一步试验、比较和调整,选出最佳配方、工艺条件和烧成制度。在扩大工艺试验后,制定合适的生产配方。
d. 确定正式生产配方
在上述试验的基础上,经过反复多次试制,选择其中稳定成熟者作为生产的坯料配方。在进行中等规模的生产试验后,投入使用。
总之,配方的拟定是一项细致而复杂的工作,对制品质量起着决定性作用。当配方比例确定后,生产过程在某种程度上也会影响坯料的性质,必须引起足够的重视。此外,已确定的坯料配方必须经过小试、中试和生产性试验三个过程,并根据试验中出现的问题及时调整,最终确定最佳配方及相应的生产工艺条件。
3.3.2 坯料配方的计算
3.3.2.1 由化学组成计算坯料配方
当陶瓷产品的化学组成和所用原料的化学组成已知时,可通过以下两种方法进行坯料配方计算:
直接计算法
根据原料性质和成型要求,参照生产经验确定一种或两种原料的用量(如黏土、瘠化剂等),然后根据化学组成要求,逐一计算每种原料的用量。此方法适用于坯料和釉料的配方计算。
三元系统法
将坯料和原料的氧化物组成换算为R₂O-Al₂O₃-SiO₂三元系统,再通过代数方法或图解法求解。具体步骤如下:
换算依据:依据Richter(里克特尔斯)近似规则,即熔剂氧化物对黏土(主要含少量杂质的黏土)熔点的影响与氧化物的摩尔质量成反比。
转换系数:例如,CaO、MgO、Na₂O、Fe₂O₃等氧化物的摩尔质量分别乘以相应的转换系数,换算为相当于SiO₂的摩尔数。Fe₂O₃对Al₂O₃的转换系数为0.8。
具体计算:将各氧化物的质量百分比转换为摩尔数,再根据转换系数换算为相当于SiO₂的摩尔数,最后求和得到总摩尔数。
此方法适用于普通陶瓷坯料,可简化为K₂O-Al₂O₃-SiO₂系统。不同系统或同一系统中不同区域的转换系数可能不同,需根据具体情况进行调整。
【例3-3】和【例3-4】详细介绍了直接计算法的应用,而【例3-5】和【例3-6】则展示了三元系统法的具体操作。
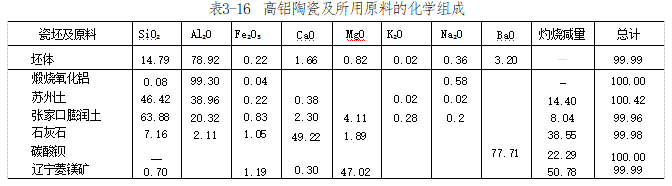
【例3-4】 某厂生产无线电装置零件用的高铝陶瓷及所用原料的化学组成见表3-16。试 计算各种原料的配料用量百分比。
解:将坯体的化学组成列入表3-16中并进行计算。
确定原料用量的依据如下。
①以碳酸钡满足坯料中的 BaO, 以石灰石满足CaO, 以滑石或菱镁矿满足 MgO。
②根据经验确定膨润土的用量。苏州土和膨润土的用量取决于坯料的可塑性要求和 SiO₂ 的含量。根据经验,确定引入25份苏州土和4份张家口膨润土。
③坯料中的 Al₂O₃ 主要由煅烧氧化铝来满足。具体计算按表3-17进行。
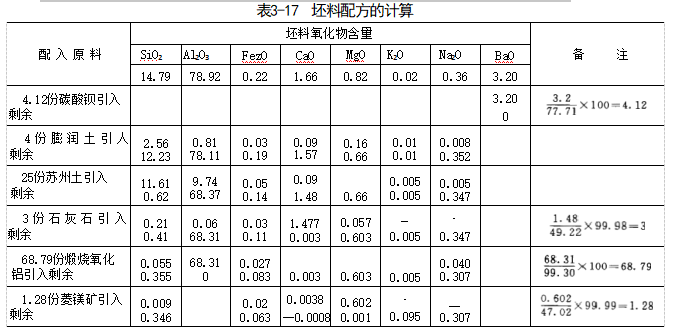
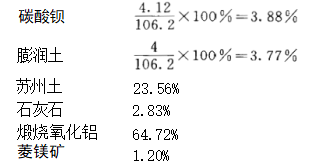
按照表3-17计算出的原料总量为:4.12+4.0+25+3.0+68.79+1.28=106.2份 换算为各原料质量百分数,结果为:
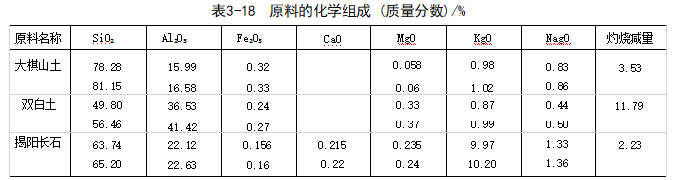
【例3-5】 试用表3-18中给定的原料,计算出满足下列组成的瓷坯的配料组成。
K₂O——4.5% AlO₃—— 26.2% SiO₂——69.3%
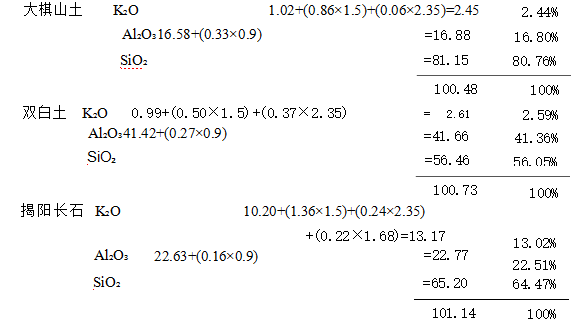
解:(1)根据 Richters 近似原则,将原料中相应的氧化物换算为K2O 、Al₂O₃ 、SiO2。
因 为 CaO、MgO、Na₂O 转 换 为 K₂O 时的转换系数分别为:1.68、2.35、1.5,Fe₂O₃
转换为 Al₂O₃ 的系数为0 .9,故可进行下述计算。
(2)计算各种原料用量(无灼烧减量)
设:配料时用大棋山土xkg, 双白土ykg, 揭阳长石zkg, 则根据坯料组成可列出下列 方程组:
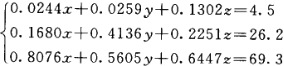
解方程得:
x=47.14kg; y=33.75kg; z=18.92kg
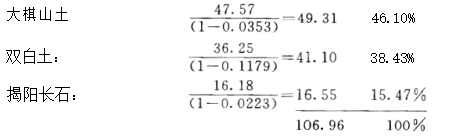
(3)将无灼烧减量的原料化为有灼烧减量的生料配比
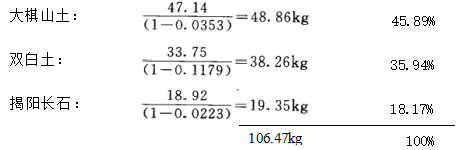
(4)从以上计算得出各原料配比为:
大棋山土:45.89%
双白土:35.94%
揭阳长石:18.17%
通过三元系统法计算出的原料用量若为正值,则表明该配方能满足坯料的组成要求。然而,由于该方法基于近似原则进行换算,换算后各氧化物的实际效果需通过配方试验验证。此外,当配方中涉及三种以上原料时,该方法的应用会受到一定限制,因为随着原料种类的增加,各氧化物之间的相互作用和影响变得更加复杂,简单的换算和线性叠加假设可能无法准确反映实际情况,从而影响计算结果的准确性和可靠性。因此,在实际应用中,需要结合具体的工艺条件和试验数据,对计算结果进行适当的调整和优化,以确保最终配方的合理性和有效性。
【例3-6】 用图解法计算【例3-5】的配方。
解:(1)利用【例3-5】换算的结果,将各原料按K₂O 、Al₂O 、SiO₂ 的组成汇集成表3-19。

(2)将坯料、原料的成分在 K₂O-Al₂O₃-SiO₂ 三元系统相图中表示出来,如图3-10所示。
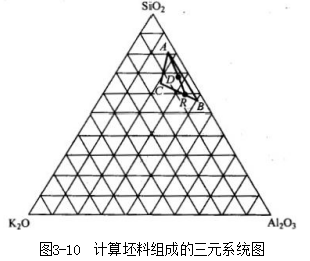
D 为坯料成分点,连接 AD 并使之延长后与 BC 线交于R 点,测得各线段的长度为
AD=10.8mm DR=9.8mm AR=20.6mm
CR=11.2mm RB=5.0mm CB=16.2mm
(3)根据杠杆原理可算出各种原料的配料比。
大棋山土:

双白土: B%=CR/CB×AD/AR×100%=11.2/16.2×10.8/20.6×100%=36.25%
揭阳长石:

(4)将无灼烧减量的配料换算为有灼烧减量的生料配比。
利用图解法,可根据坯料成分点与原料成分点的相对位置关系进行判断:
若坯料成分点 D 位于原料成分点形成的三角形 △ABC 之外,则需更换至少一种原料,否则无法配制出符合要求的坯料。
若 D 点位于两原料成分点连线(如 AB、BC、CA)上,则表明仅需使用相应的两种原料即可配制出所需坯料。
若 D 点与某原料成分点相近或重合,则说明仅需该单一原料即可配制坯料。
图解法与代数法的误差主要源于绘图和线段长度测量的不精确性。通过坯料成分点在相图中的位置,可初步估计其高温性能。例如,查找相图中与坯料成分点相近的等温线,确定熔化温度,并结合温度系数估算烧成温度。
3.3.2.2 由矿物组成计算坯料配方
当已知坯料的矿物组成及原料的化学组成时,需先计算出原料的矿物组成,然后再进行配方计算。若坯料与原料的矿物组成均已知,则可直接进行配方计算。
【例3-7】 试用化学组成为表3- 20所示的原料,配成含黏土矿物63 . 08%、长石矿物 28 . 62%、石英矿物8 . 30%的坯料。

解:(1)按照【例3-3】的方法计算各种原料的矿物组成,其结果列入表3-21中。

坯料的黏土矿物由高岭土及黏土两种原料供给。计算前应将两种原料的用量确定。考虑 这两种黏土原料的可塑性、收缩率、烧后颜色等各项工艺性能,初步确定坯料中的黏土矿物 的一半由高岭土供给,而另一半由黏土供给。这样便可计算出:

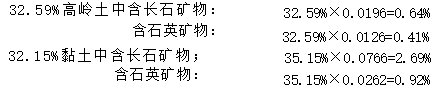
综合起来,高岭土与黏土共引入石英:0 . 41%+0 . 92%=1 . 33%。除去1 . 33%外,坯
料中的石英矿物8 .30%全由石英供给,故石英用量为:

7.29%石英中引入的长石矿物量为: 7.29%×0.044=0.32%
由高岭土、黏土、石英引入的长石矿物量为:0.64%+2.69%+0.32%=3.65%
长石需要量为 :28.62%-3.65%=24.97%
由计算结果可得原料配合比例为:
高岭土32 .59%、黏土35 . 15%、长石24 .97%、石英7 . 29%
3.3.2.3 由实验式计算坯料配方
【例3-8】今欲采用表3-22中的原料,配成满足下述坯式的坯料,试计算其配料组成。
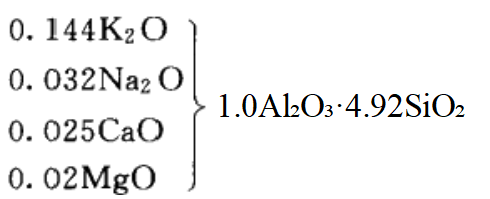

解:(1)先算出各种原料的矿物组成(表3-23,方法见【例3-3】)。为了简化计算过 程,可将 K₂O、Na₂O、CaO、MgO、Fe₂O₃ 、TiO₂ 均视为熔剂成分,作为长石矿物计算。

(2)由坯式计算长石、黏土、石英矿物的百分组成。坯式中的 K₂O 、Na₂O 、CaO、 MgO 均粗略归并为K₂O, 则坯式可写成:0.22R₂O·1.0Al₂O₃·4.92SiO₂。
满足上式所需的黏土、长石、石英矿物数量的计算见表3-24。
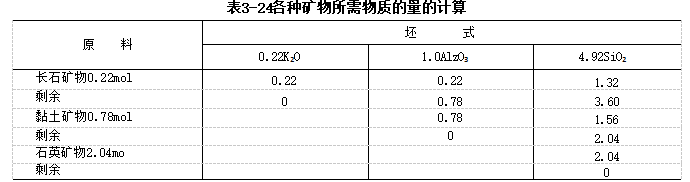
各类矿物需要量的质量分数(百分组成)为:
物质的量 摩尔质量 质量份数 质量分数
长石矿物 0.22 × 556.8 = 122.49 27.44%
黏土矿物 0.78 × 258.1 = 201.31 45.10%
石英矿物 2.04 × 60.1 = 122.60 27.46%
446.40 100%
(3)根据原料组成计算坯料配料比。
设 x—— 坯料中需加入黏土量%;
y—— 坯料中需加入长石量%;
z—— 坯料中需加入石英量%;
则 0.7205 x+0.0283y+0x=0.451
0.0836x+0.9430y+0x=0.2743
0.1959x+0.0287y+0.994z=0.2746
解上列方程组可得
x=61.80%;y=23.48%;z=14.71%
这种方法在计算矿物组成过程中,把 R₂O 及 RO 均作为长石计算,是会引起误差的。 这类计算题也可先将坯式换算成化学组成,再进行配方计算。

