1.焊接应力和焊接变形的产生原因
焊接过程是一个不均匀的加热和冷却过程。在施焊时,焊件上产生不均匀的温度场,焊缝及附近温度可高达1600°C,而邻近区域温度骤降。
温度高的钢材膨胀大,但受到两侧温度低、膨胀小的钢材限制,产生热态塑性压缩,焊缝冷却时被塑性压缩的焊缝区趋向收缩,但受到周围钢材的限制而产生残余拉应力。
焊接残余应力是无荷载的内应力,故在焊件内自相平衡,这必然在焊缝稍远区产生残余压应力。
对于低碳钢和低合金钢,这种拉应力可以达到钢材的屈服强度。

焊接残余变形—由焊缝及其周围不均匀热胀冷缩引起
焊接残余应力—由焊缝冷却收缩受到阻碍引起
2. 焊接残余应力的分类
——纵向焊接残余应力:沿焊缝长度方向的焊接应力
——横向焊接残余应力:垂直于焊缝长度方向且平行于构件表面的应力
——厚度方向焊接残余应力:垂直于焊缝长度方向且垂直于构件表面的应力

3. 焊接应力的分布规律
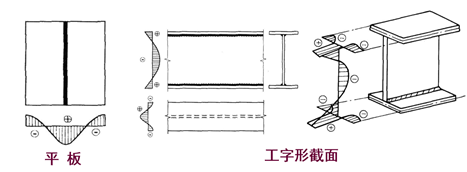
1)纵向焊接应力(沿焊缝方向)
——两板焊接 :焊缝区受拉、两侧受压
——焊接工字钢:腹板中央受压,两端受拉;翼缘中央受拉,两端受压
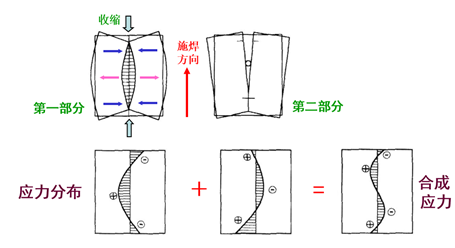
2)横向焊接应力(垂直焊缝方向)
——A. 焊缝纵向收缩导致两块板反向弯曲--中间横向受拉,两端受压
——B. 施焊先后不同,则冷却时间不同,导致后焊部分收缩受拉,先冷部分受杠杆作用也受拉,中间部分受压
——A和B两种作用叠加
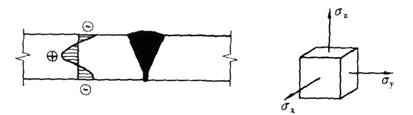
3)厚度方向焊接应力
——表面受压,中央受拉
4.焊接应力的影响
1)由于承载时可扩展塑性区,常温下受静载不影响强度,但会影响弹性刚度
2)焊缝中的三向应力阻碍塑性变形的发展,导致开裂,降低疲劳强度,增加钢材低温脆断倾向
3)降低构件稳定性,使构件提前进入塑性工作阶段
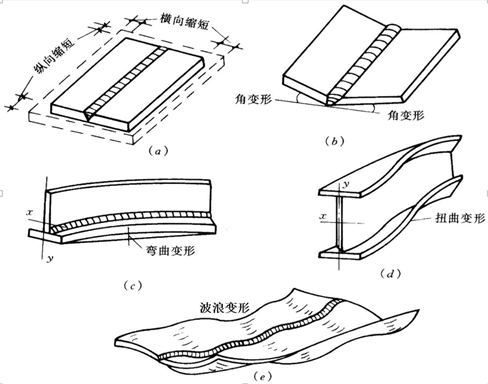
5.焊接变形
与焊接应力同时产生,由焊区收缩变形导致
纵向收缩;横向收缩;弯曲;角变形;波浪变形;扭曲变形。
实际的焊接变形常常是几种变形的组合
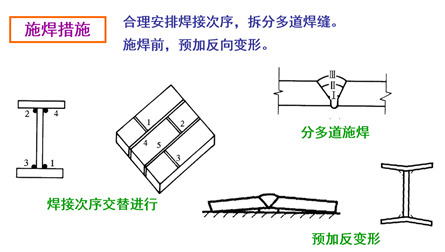
6.降低焊接应力和焊接变形的措施
1)合理布置和布置焊缝:
——尽量避免三向焊缝汇交;
——控制焊缝厚度不要过大;
——尽量对称布置焊缝;
——不宜单独使用端缝。
2)选择合理的焊接工艺和施焊顺序(分段、分层、分块、跳焊等);
3)施焊前使构件有一个和焊接变形相反的预变形;
4)对小尺寸构件可在焊前预热,或在焊后回火加热至600℃左右,然后缓慢冷却;
5)采用机械方法校正焊接变形。

7.焊接应力和焊接变形视频链接(约25分钟,MOOC)

