3.2.1钢结构常用的焊接方法
1.电弧焊:利用通电后焊接材料(焊条/焊丝)和焊件之间产生电弧,熔化焊接材料形成焊缝
2.电渣焊:利用电流通过熔渣所产生的电阻热熔化填充金属和母材,凝固后形成连接
3.气焊:利用乙炔在氧气中燃烧形成的火焰融化焊条形成焊缝(用于薄钢板和小型结构焊接)
4.电阻焊:利用电流通过待连接焊件的表面产生的热量融化金属、通过压力使之熔合(用于厚度不超过12mm钢板和薄壁型钢焊接)
3.2.2电弧焊的三种常用方法
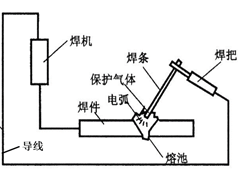
1.手工电弧焊
——手工电弧焊视频链接(时长8:28,建筑云课)
http://ai.glodonedu.com/front/preview/video?id=3399806088999276847&isSys=false
通电后打火,焊条末端与焊件间发生电子放射而产生电弧,高温电弧将焊件钢材局部熔化形成熔池,同时电弧的喷射作用把熔化的焊条金属吹入熔池,冷却后即形成焊缝。
优点:设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝
缺点:生产效率低,劳动强度大,焊接质量取决于焊工的精神状态与技术水平,质量波动大
焊条的钢丝芯子的作用:
1)作为电极
2)是形成焊缝的添加金属
焊条外必须涂各种药皮,药皮的作用有:
1)药皮熔化在电弧周围产生大量气体并在焊缝外面形成焊渣,这些气体和焊渣可使高温的焊缝金属与空气隔绝,避免空气中的氧、氮等有害气体进入焊缝而使焊缝变脆
2)可补充母材中因高温和冶金反应而损失的有益成分。
因此,正确选用焊条型号是保证焊缝质量的条件之一。
设计规范规定焊缝金属应与主体金属相适应,亦即焊条型号应与焊件母材的牌号相匹配。
根据我国现行标准《碳钢焊条》(GB/T5117)和《低合金钢焊条》(GB/T5118):
焊件母材Q235钢——焊条E43xx
焊件母材Q345钢——E50xx
焊件母材Q390,Q420——E55xx
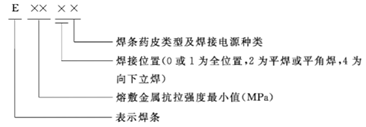
焊条的表示方法:E后面加4个数字,E—表示焊条(Electrode)
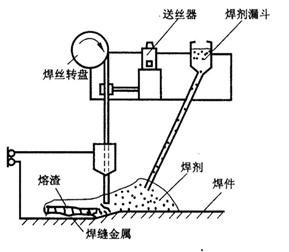
2.自动/半自动埋弧焊
——埋弧焊视频链接(时长6:35,建筑云课)
http://ai.glodonedu.com/front/preview/video?id=3399806088999285314&isSys=false
通电后电弧发生在裸焊丝与焊件母材之间,电弧不外漏露而是埋在焊剂层内,故名埋弧焊。
焊接时,颗粒状的焊剂由漏斗沿焊接方向不断在母材拟焊接处铺上焊剂,部分焊剂焊后熔化为焊渣(多余焊剂由吸管吸回再用),焊渣较轻,浮在焊缝金属的表面,使焊缝不与空气接触,同时对焊缝金属补充必要的合金成分,改善焊缝质量。
特点:电流大、母材熔深大、生产效率高、质量更均匀,塑性韧性较好。适用于平焊,主要用于工厂制作中长而直的焊缝
埋弧焊所用焊丝和焊剂也应与焊件的金属相适应,具体可见《焊接用焊丝》GB1300
3.气体保护焊
——气体保护焊视频链接(时长7:03,建筑云课)
http://ai.glodonedu.com/front/preview/video?id=3399806088999285642&isSys=false
原理与前相同,只是改用从焊枪中喷出的气体保护施焊过程中的电弧、熔池和高温焊缝金属,亦即用保护气体代替了焊剂,因此称气体保护焊。
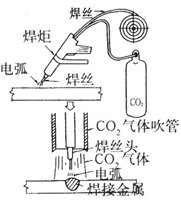
采用CO2作为保护气体,称为CO2保护焊。
由于CO2在高温时易分解为CO和O2,因此,焊丝中应含较多与氧亲和力较强的Mn和Si,以便与CO和O2发生作用而保证焊缝质量。
特点:CO2保护焊焊接效率高,金属熔深大,焊缝质量好;但施焊时周围风速要小(2m/s以下),以免气体被吹散(室外施焊要有避风措施)
3.2.3焊缝连接形式及分类
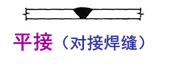
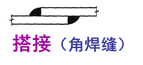
1.根据焊件的相对位置划分
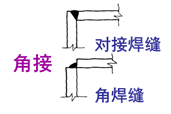
1)平接(对接连接); 2)搭接; 3)T形连接(顶接); 4)角连接
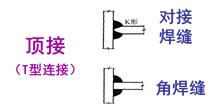
2.根据焊缝的构造划分
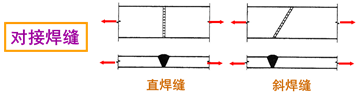
1)对接焊缝——直缝、斜缝
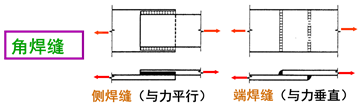
2)角焊缝——正面角焊缝、侧面角焊缝、斜向角焊缝
3)对接与角接组合焊缝
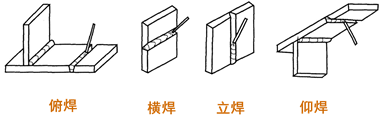
3.按施焊方位划分
1)俯焊; 2)横焊; 3)立焊; 4)仰焊
3.2.4焊缝缺陷、质量检验、焊缝级别
1.焊缝缺陷
——视频连接(时长08:54,建筑云课)
http://ai.glodonedu.com/front/preview/video?id=3399806088999284179&isSys=false
除非选用正确的钢材和焊接工艺,焊缝易存在各种缺陷
裂纹——化学成分、不合适的焊接工艺和焊接程序
边缘未熔合——钢材表面清理不彻底,、焊接电流过小、焊接速度过快以致母材未熔化等
根部未焊透——焊接电流不够、焊接速度过快、焊条直径过粗、坡口形状不合适等
咬肉(咬边)——靠近焊缝表面的母材处产生的缺陷——焊接电流过强、电弧太长等
焊瘤——熔化的金属流淌到焊缝意外未熔化的母材上产生的金属瘤
夹渣——微粒焊渣在焊缝金属凝固时来不及浮至金属表面而留存于焊缝内地一种缺陷
气孔——焊条药皮受潮,熔化时产生的气体侵入焊缝内形成
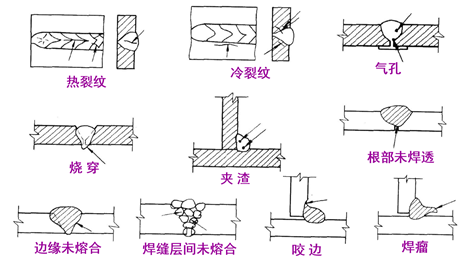
一般来讲,裂纹、未熔合、未焊透、咬肉都是严重缺陷;存在于构件受拉区的缺陷较受压区的缺陷危害性更为严重;缺陷的存在常导致构件内产生应力集中而使裂纹扩大。
2.焊缝的质量检验
——视频链接(时长05:27,建筑云课)
http://ai.glodonedu.com/front/preview/video?id=3399806088999283874&isSys=false
焊缝质量——材料、工艺、环境、技术等影响因素
检验方法——外观检验(肉眼观察、磁粉、渗透探伤)、无损探伤
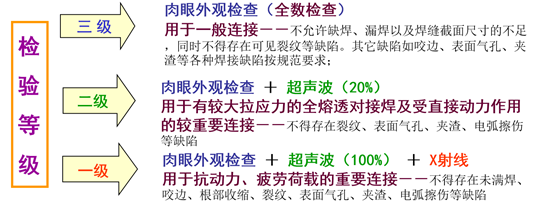
检验等级——一、二、三级
3.焊缝的级别
根据《钢结构工程施工质量验收规范》(GB50205)规定焊缝按其检验方法和质量要求分为一级、二级和三级。
焊缝等级根据《钢结构设计标准》(GB50017-2017)选用。
条文原本引用如下:
11.1.6 焊缝的质量等级应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下列原则选用:
1 在承受动荷载且需要进行疲劳验算的构件中,凡要求与母材等强连接的焊缝应焊透,其质量等级应符合下列规定:
1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时不应低于二级;
2)作用力平行于焊缝长度方向的纵向对接焊缝不应低于二级;
3)重级工作制( A6 ~A8 )和起重量Q二三50t 的中级工作制( A4,A5 )吊车梁的腹板与上翼缘之间以及吊车和架上弦杆与节点板之间的T 形连接部位焊缝应焊透,焊缝形式宜为对接与角接的组合焊缝,其质量等级不应低于二级。
2 在工作温度等于或低于-20℃的地区,构件对接焊缝的质量不得低于二级。
3 不需要疲劳验算的构件中,凡要求与母材等强的对接焊缝宜焊透,其质量等级受拉时不应低于二级,受压时不宜低于二级。
4 部分焊透的对接焊缝、采用角焊缝或部分焊透的对接与角接组合焊缝T形连接部位,以及搭接连接角焊缝,其质量等级应符合下列规定:
1 )直接承受动荷载且需要疲劳验算的结构和吊车起重量等于或大于50t 的中级工作制吊车梁以及梁柱、牛腿等重要节点不应低于二级;
2)其他结构可为三级。
参考规范:
《钢结构工程施工质量验收规范》GB50205-2001
《钢结构设计标准》GB50017-2017
《建筑钢结构焊接技术规程》JGJ81-2002
焊接方法、形式、质量检验补充视频链接:(时长04:52,建筑云课)
http://ai.glodonedu.com/front/preview/video?id=6310361333091176530&isSys=true

