
7.1 任务一、铣台阶

台阶零件图样
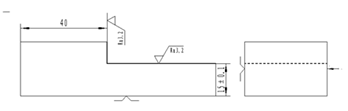
依据上次所加工六面体零件,按图样要求加工台阶。要求编制台阶铣削加工方案,合理选
择机床设备、刀具、夹具、量具、切削参数、加工方法。材料45钢,单件生产。
知识目标:了解台阶的主要技术要求,掌握台阶铣削的方法,掌握台阶铣削的质量分析方法。
技能目标:能正确编制台阶铣削加工工艺,按要求完成台阶加工达图样尺寸。
态度目标:培养学生自觉守纪的习惯,具有吃苦耐劳的精神,形成认真、严谨、求实的工作作风和团结协
作的团队精神。

2.1 知识要点
2.1.1 台阶的主要技术要求
台阶主要由平面组成,其技术要求有4个方面:
1)形状精度
形状精度是指要求组成台阶的平面具有较好的平面度,组成台阶的平面之间具有较好的垂直度和平行度,
有时可能是某一个角度。
2)位置精度
台阶面一般要求和工件的侧面和底面(基准面)平行,或成某一倾斜度,两台阶面一般要求垂直。
3)尺寸精度
当台阶与其他零件的相应部位配合时,其尺寸精度要求较高,一般为IT9~IT7。
4)表面粗糙度
表面粗糙度一般为Ra6.3~3.2μm。
2.1.2 台阶的加工
在卧式铣床上加工尺寸不太大的台阶时,一般采用三面刃铣刀。在立式铣床上加工台阶时一般采用立铣
刀,对于尺寸大而宽且浅的台阶面,一般宽度大于25mm时,应采用直径较大的立铣刀或端面铣刀加工;对于窄
而深的台阶面,一般采用立铣刀加工。
1、用一把铣刀加工
单件生产时,大多采用一把铣刀加工。本次任务所训练的台阶,台阶长度为50mm(90mm-40mm),台阶深度
为10mm(25mm-15mm)。属于宽而浅的台阶面,且台阶面的表面粗糙度为Ra3.2μm,宜采用端面铣刀铣削,考
虑到用端面铣刀铣出的台阶侧面与底面不垂直,必须用立铣刀清角。
(1)检查或校正工作台零位
当铣床工作台的纵向进给方向与主轴线不垂直时,由于铣刀两侧切削刃(刀尖)的旋转平面与工作台的进
给方向不平行,会将台阶的侧面铣成弧形凹面,且成上窄下宽。
2:台阶的铣削方法
(1)台阶加工的常用刀具选择
台阶面是指由两个相互垂直的平面所组成的组合平面,其特点是两个平面是
用同一把铣刀的不同部位同时加工出来;两个平面用同一个定位基准.因此,两个
加工平面垂直与否,主要取决于刀具.台阶的铣削常用三面刃铣刀、立铣刀、端铣
刀进行铣削。
1)用三面刃铣刀铣台阶

2)用立铣刀铣台阶

3)用端铣刀铣台阶

(2)台阶加工的铣削方式:
顺铣与逆铣

顺铣与逆铣切削力的影响

3:台阶的铣削加工步骤
(1)、机床与刀具的选择
1)X5032立式升降台铣床
2)机用平口钳
3)立铣刀(Φ16mm)
(2)、基准确定
加工台阶面工件时,应选择较大的平面作为基准。
(3)、工件的装夹
根据工件形状,选用机用平口钳装夹工件。将平口钳安放在工作台中间位置。利用
百分表校正固定钳口与工作台纵向进给方向平行,然后将工件的基准面与固定钳口
相贴合,下面垫上适当高度的平行垫铁,使工件的上平面高出钳口约16 mm后夹
紧,用铜锤轻轻敲击工件,使这与平行垫铁贴紧。
(4)切削用量选择
粗铣:vƒ=60mm/min,n=375r/min。
精铣:vƒ=35mm/min,n=475r/min。
(5)对刀方法
1)深度对刀
移动机床纵向、横向、垂向工作台,使工件铣削部分处于铣刀下方。开启主轴,升
降台带动工件缓缓升高,使铣刀刚好切削到工件后停止上升,在垂向刻度盘上做标
记,停车后下降工作台,纵向退出工件,然后竖直方向工作台升高14.5mm,留
0.5mm精铣余量
2)侧面对刀
开启主轴,移动横向工作台,使旋转的铣刀缓缓与工件侧面相接触时停止移动,
在横向刻度盘上做好记号,纵向退出工件。根据记号,横向工作台移动5.5mm,
留0.5mm精铣余量,并紧固横向工作台。
(6)切削加工
1)粗铣台阶
摇动垂向手柄,调整铣削深度,留0.5mm左右深度精铣余量;摇动横向手柄,留
0.5mm左右侧壁精铣余量,紧固横向工作台;摇动纵向手柄,使工件靠近铣刀直至
接触,打开切削液开关,纵向机动进给完成粗铣;停机,关闭切削液开关,使工件
先垂向后纵向退出。
2)精铣台阶
测量工件尺寸,确定精铣余量;操纵手柄,调整铣削深度,调整转速和进给量分别
为475r/min和35mm/min,用前述方法精铣平面;停机,关闭切削液开关。
3)去毛刺、测量
测量工件各尺寸,对称度、平行度和表面粗糙度过检测后若不符合要求,应重新铣
削加工到图样要求的尺寸
4)测量,卸下工件,去除毛刺
(6)操作注意事项
1)平口钳的固定钳口应调整好。
2)选择的垫铁应平行,铣削时工件与垫铁应清理干净。
3)铣削中不使用的进给机构要坚固。
4)铣削时,进给量和切削深度不能太大,铣削钢件时必须加入切削液。
4:学生操作训练
布置练习内容并分组加工
5:巡回指导
正确对刀;铣削过程中出现的不规范的行为习惯;加工中出现的问题。
6:检查考核
见加工图纸质量检测内容及评分标准
7:设备保养及整理现场
1)、使用后,清理机床并对铣床导轨及时擦洗上油,进行定期保养
2)、工具、量具收放整齐
3)、实训场所卫生打扫
8:课堂讲评
(1)对学生学习环节综合评价(动手能力及协作精神)
(2)台阶铣削加工,在练习时存在的问题:
1)、个别同学在工件装夹时方法不正确,如垫铁和工件之间没有很好的
贴合,造成铣削深度不正确。
2)、出现加工平面与工件基准面不平行、不垂直的原因是:平口钳没有校
正好,或工件装夹校正出现误差,或工件装夹不牢固而产生位移。
3)、尺寸、对称度不正确的原因是:测量尺寸有错误,或刻度盘数值摇
错、或计算尺寸时有错误。
4)、平面上出现有刀痕、深肯的原因是:对刀时铣伤,或在铣削时没有将
不使用的工作台锁紧,或铣削时顺铣、逆铣没有掌握,使用顺铣时出现拉
刀工作台串动造成的。

教学所需考核资料

一、单选题
二、判断题
1、面铣刀刀杆刚度大,铣削时,切屑厚度变化小,切削平稳,加工表面质量好,生产效率较高。( )
2、铣削台阶时,所选用面铣刀的直径应大于台阶宽度,一般可按D=(1.4~1.6)B选取。( )
3、装夹工件时,应使工件的侧面靠向活动钳口,使工件的底面靠向钳体导轨面,铣削的台阶底面应高出钳体
的上平面,以免铣削中铣刀铣削钳口。( )
4、用组合三面刃铣刀铣削台阶时,两把三面刃铣刀的直径不一定要相同( )
5、铣削台阶时,使用立铣刀选用的切削用量比使用三面刃铣刀铣削时要大,否则容易产生“让刀”现象,甚
至折断铣刀( )。
三、思考题
1、影响台阶几何精度的因素有哪些?
2、影响台阶表面粗糙度的因素有哪些?

