
任务6.1 基础实例
基本电气控制电路(复习):
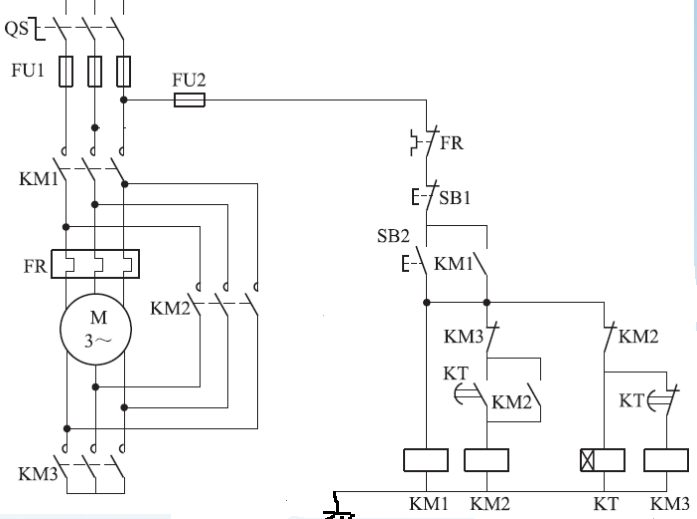
Y-△启动控制
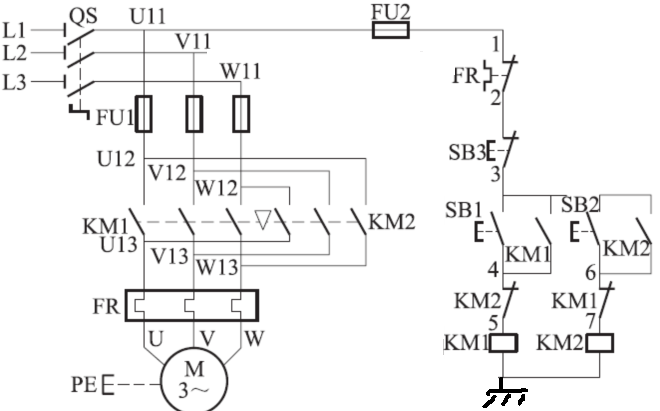
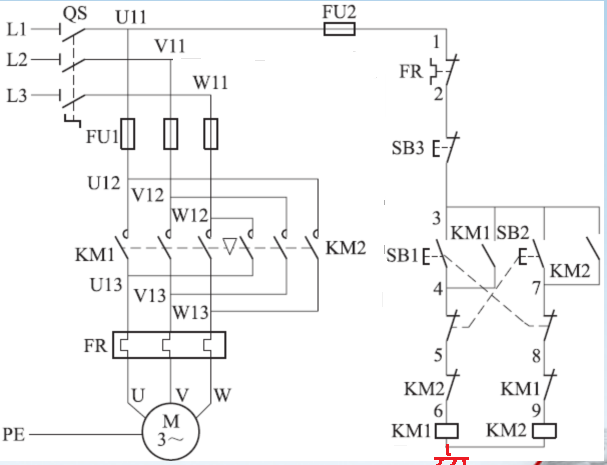
电机反接制动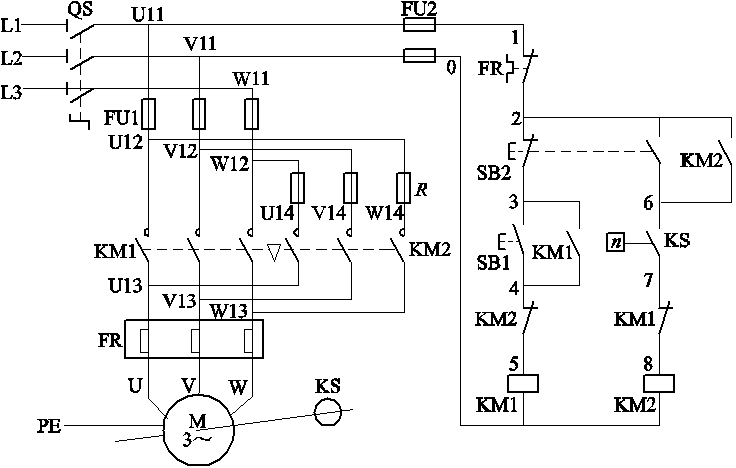
实例一、装配流水线控制设计
一、 控制要求
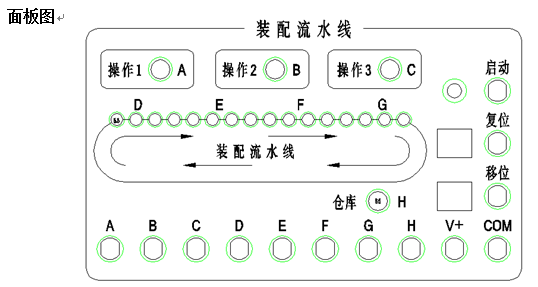
1. 总体控制要求:如面板图所示,系统中的操作工位A、B、C,运料工位D、E、F、G及仓库操作工位H能对工件进行循环处理。
2. 闭合“启动”开关,工件经过传送工位D送至操作工位A,在此工位完成加工后再由传送工位E送至操作工位B……,依次传送及加工,直至工件被送至仓库操作工位H,由该工位完成对工件的入库操作,循环处理。
3. 断开“启动”开关,系统加工完最后一个工件入库后,自动停止工作。
4. 按“复位”键,无论此时工件位于任何工位,系统均能复位至起始状态,即工件又重新开始从传送工位D处开始运送并加工。
5. 按“移位”键,无论此时工件位于任何工位,系统均能进入单步移位状态,即每按一次“移位”键,工件前进一个工位。
二、 操作步骤
1. 检查实训设备中器材及调试程序。
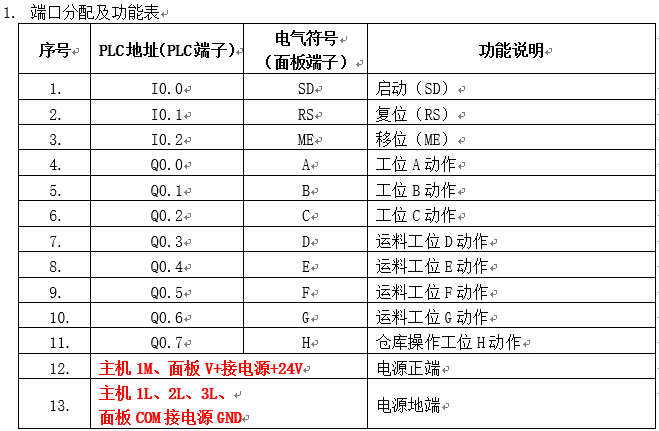
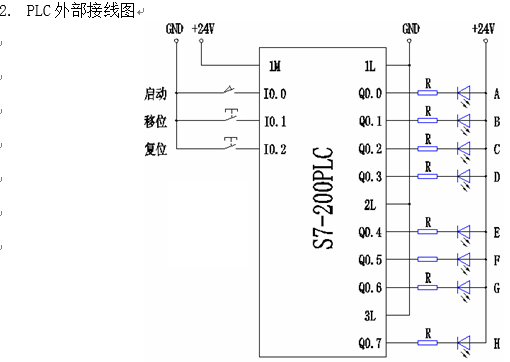
2. 按照I/O端口分配表或接线图完成PLC与实训模块之间的接线,认真检查,确保正确无误。
3. 打开示例程序或用户自己编写的控制程序,进行编译,有错误时根据提示信息修改,直至无误,用PC/PPI通讯编程电缆连接计算机串口与PLC通讯口,打开PLC主机电源开关,下载程序至PLC中,下载完毕后将PLC的“RUN/STOP”开关拨至“RUN”状态。
4. 打开“启动”按钮后,系统进入自动运行状态,调试装配流水线控制程序并观察自动运行模式下的工作状态。
5. 按“复位”键,观察系统响应情况。
6. 按“移位”键,系统进入单步运行状态,连续按“移位”键,调试装配流水线控制程序并观察单步移位模式下的工作状态。
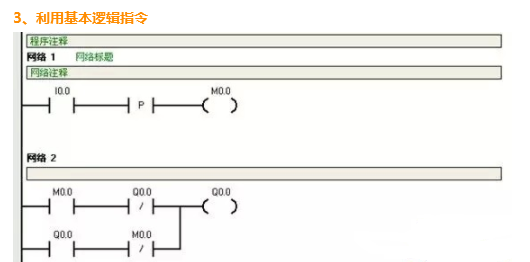
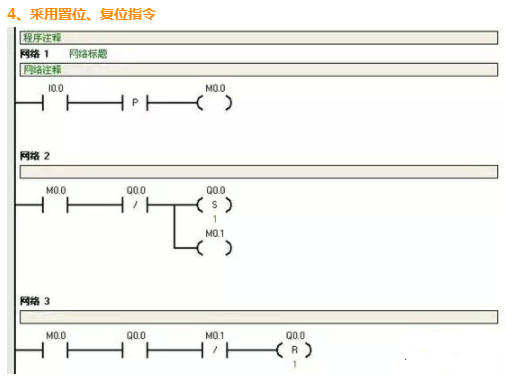
实例二、单按钮启停控制
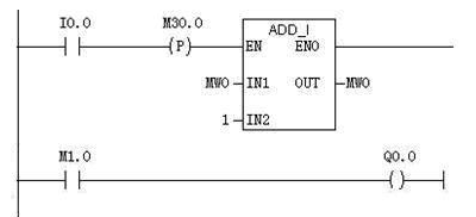
5、计数指令
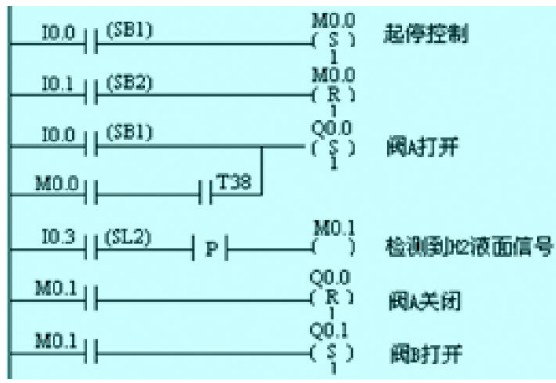
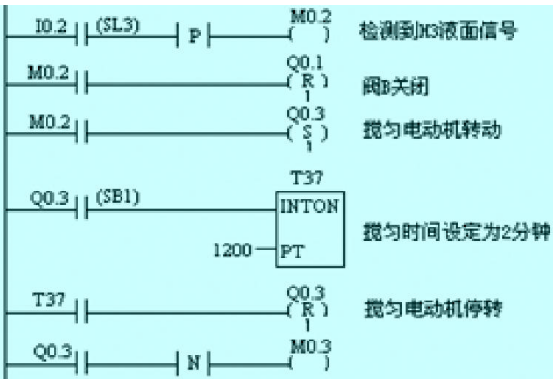
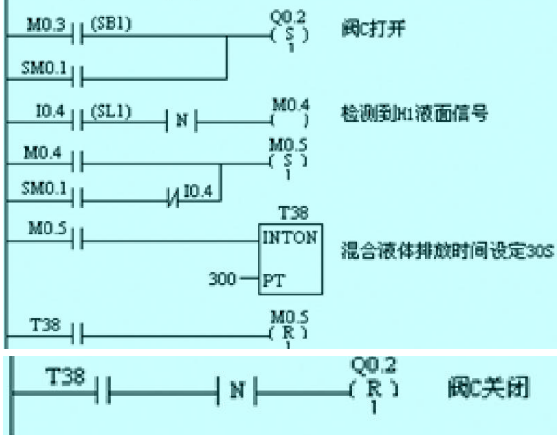
实例三: 两种液体混合PLC控制

混液控制:(2种液体)
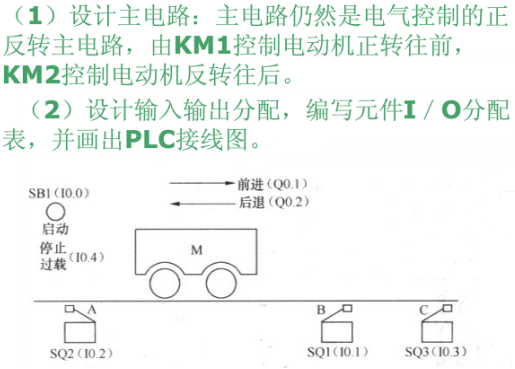
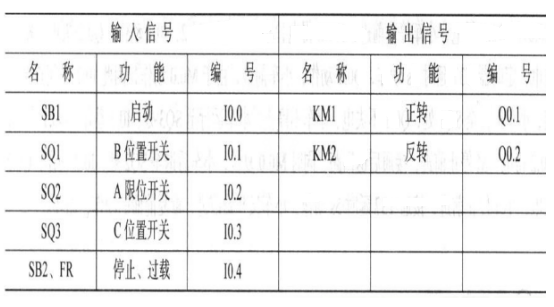
实例三:三地小车控制
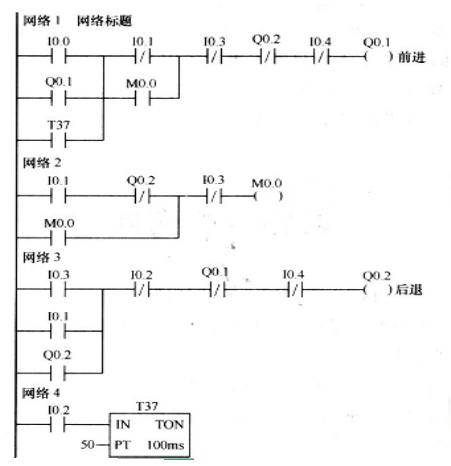
上面程序存在几处不合理?请你修改!

