
任务4.3 自动送料装车控制
任务4.3 自动送料装车控制
(1)进一步掌握顺序控制设计方法。
(2)掌握功能图的绘制。
(3)掌握运用顺序控制继电器指令实现功能图的PLC程序设计。
(4)能运用顺序控制继电器指令实现自动送料装车的PLC控制系统设计,并且能够熟练运用编程软件进行联机调试。
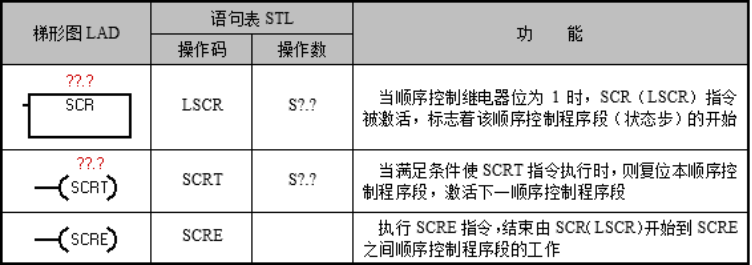
1.顺序控制继电器指令
在S7-200系列PLC中,提供了专门用于设计顺序控制程序的步进型指令,它可以使初学者在较短的时间之内掌握顺序控制程序的编制方法。S7-200系列PLC共有3条顺序控制继电器指令,属于程序控制类指令。
1.顺序控制继电器指令
说明:
(1)顺序控制继电器指令SCR只对状态元件S有效,为了保证程序的可靠运行,驱动状态元件S的信号应采用短脉冲;
(2)当需要保持输出时,可使用S/R指令;
(3)不能把同一编号的状态元件用在不同的程序中,如在主程序中用了S0.1,在子程序中就不能再使用S0.1;
(4)在SCR段中不能使用JMP和LBL指令,即不允许跳入、跳出或在内部跳转;
(5)在SCR段中不能使用FOR、NEXT和END指令;
(6)当需要把执行动作转为从初始条件开始再次执行时,需要复位所有的状态,包括初始状态。
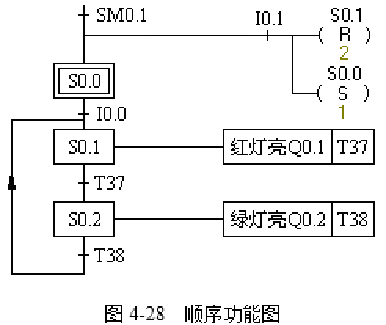
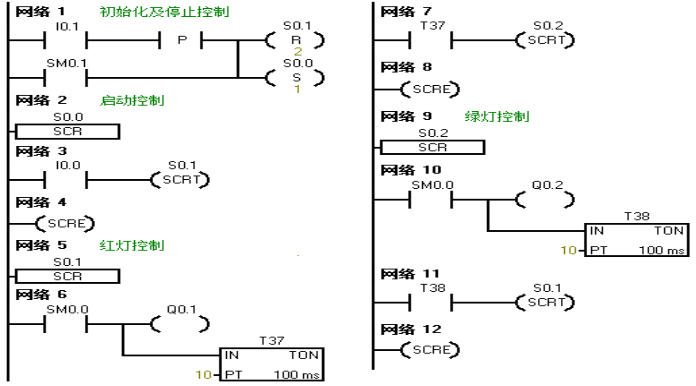
2.顺序控制继电器指令应用
例:红绿灯循环点亮控制。控制要求:按下启动按钮,红灯点亮1s后熄灭,同时绿灯点亮;绿灯点亮1s后熄灭,再点亮红灯,不断循环直至按下停止按钮。顺序功能图如下图
如图所示为自动送料装车控制示意图。
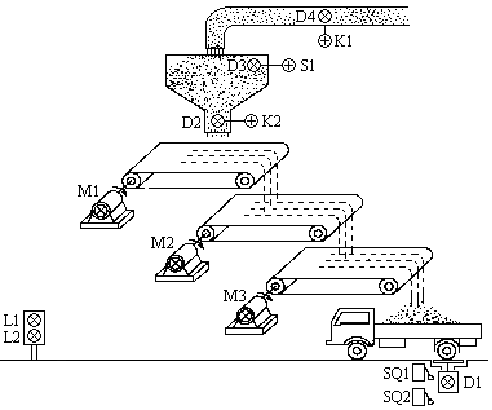
控制要求:
1)初始状态
红灯L1亮,绿灯L2灭,表示不允许汽车开进装料。整个系统处于停止状态。
2)装车控制
(1)启动:按下启动按钮SB1后,红灯L1灭,绿灯L2亮,表示允许汽车开进装料;料斗出料阀K2关闭,电动机M1、M2和M3皆为OFF。
(2)进料:如料斗中的料不满(S1为OFF),5s后进料阀K1开启进料(D4指示灯亮);当料满(S1为ON)时停止进料(D3指示灯亮)。
(3)装车:当汽车开进到达装车位置(SQl为ON)时(D1指示灯亮),红灯L1亮,绿灯L2灭;同时启动M3,经2s后启动M2,再经2s后启动M1,再经2s,打开料斗出料阀K2出料(D2指示灯亮)。
当车装满(SQ2为ON)时,料斗出料阀K2关闭,2s后M1停止,M2在M1停止2s后停止,M3在M2停止2s后停止,同时红灯L1灭,绿灯L2亮,表明汽车可以开走,下一辆汽车允许开进装料。
3)停机控制
按下停止按钮SB2,红灯L1亮,绿灯L2灭,整个系统停止运行。
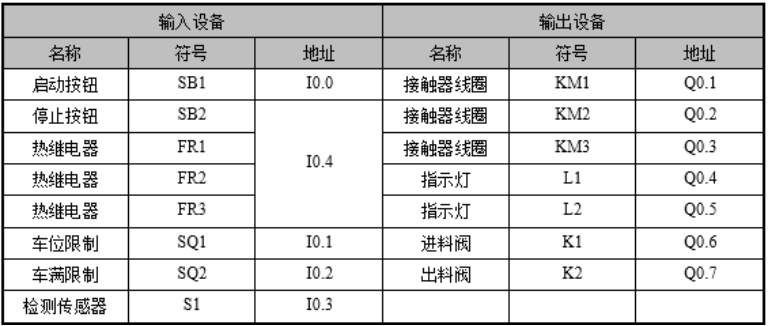
1.分析控制要求,确定输入/输出设备
通过对自动送料装车控制要求的分析,可以归纳出:
8个输入设备:启动按钮SB1、停止按钮SB2、车位限制行程开关SQ1、车装满限制行程开关SQ2、料斗料量检测传感器S1、电动机M1~M3的长期过载保护继电器FR1~FR3 ;
7个输出设备:电动机M1~M3接触器KM1~KM3、指示灯L1、指示灯L2、出料阀 K1、进料阀K2。
2.对输入/输出设备进行I/O地址分配
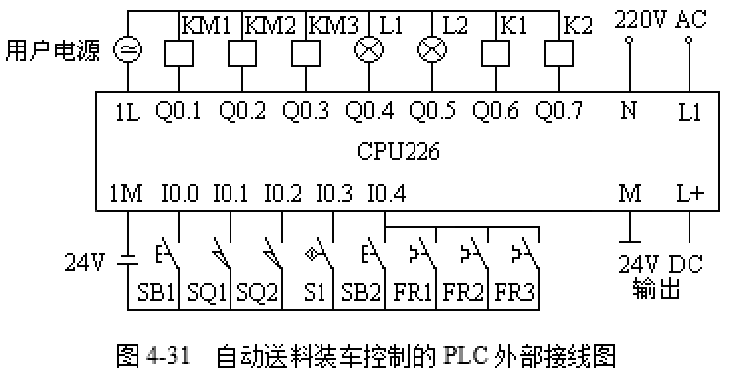
3.绘制PLC外部接线图
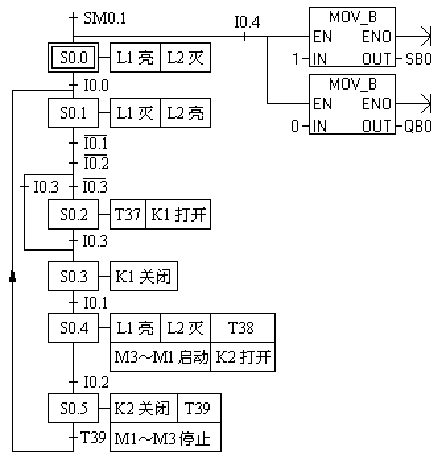
4.功能图设计
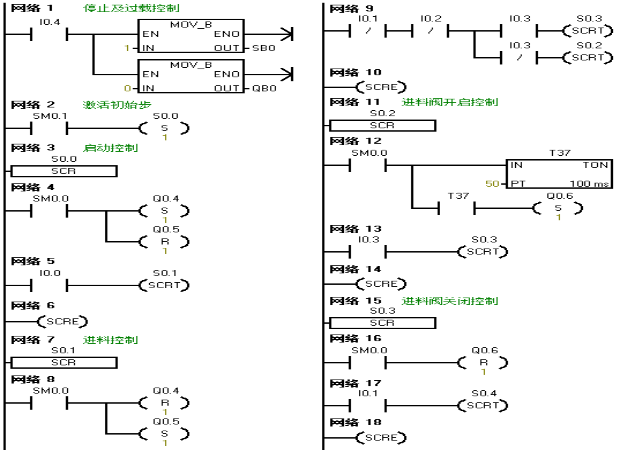
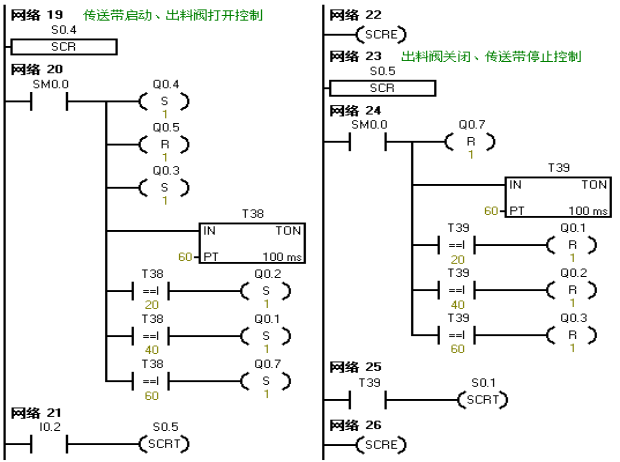
5.PLC程序设计
6.安装配线
按照PLC外部接线图进行配线,安装方法及要求与继电器控制电路相同。
7.运行调试

