
任务4.2 生产流水线控制设计
任务4.2 装配流水线控制
(1)进一步掌握顺序控制设计方法。
(2)掌握功能图的绘制。
(3)掌握采用置位/复位指令实现功能图的PLC程序设计。
(4)能运用顺序控制设计法,采用置位/复位指令实现装配流水线控制系统设计,并且能够熟练运用编程软件进行联机调试。
几乎每种型号的PLC都有置位、复位指令或相同功能的编程元件。PLC的这种功能正好满足顺序控制中总是前级步停止(复位),后续步活动(置位)的特点。因此,可利用置位、复位指令来编写满足功能图要求的PLC控制程序。
以四级皮带为例来说明采用S/R指令设计实现功能图程序的方法。同样用辅助继电器M0.0~M0.7表示初始步及各工作步,根据图4-12所示四节传送带功能图,编制出如图4-18所示的梯形图程序。采用S/R指令实现其功能。
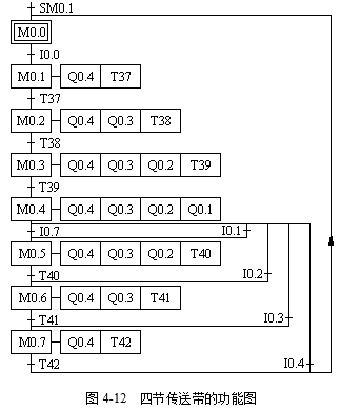
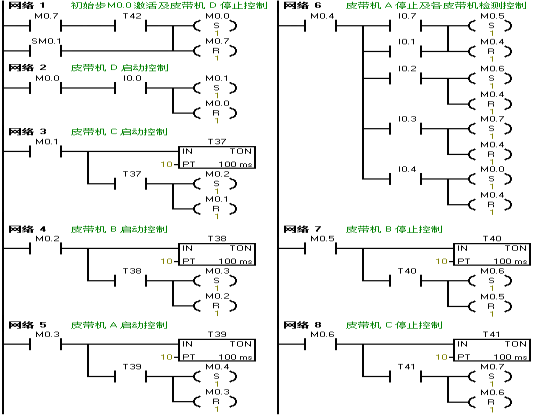
采用S/R指令实现功能图的编程
在图4-18中,当前级步为活动步且转换条件成立时,将代表后续步的辅助继电器置位变成活动步,而将代表前级步的辅助继电器复位,变成不活动。因此,这里将代表前级步辅助继电器的常开触点和对应的转换条件串联作为后续步置位(激活)的条件,同时也作为将前级步复位(变为不活动)的条件。例如,图中用M0.0常开触点与I0.0常开触点串联作为M0.1置位和M0.0复位的条件。每一个转换都对应这样一个控制置位(S)和复位(R)的电路块。有多少个转换就有多少个这样的电路块。这种编程方法特别有规律,不容易遗漏和出错,适用于复杂的功能图的梯形图程序设计。
采用S/R指令实现功能图的编程
本例的功能图是含单序列、选择序列分支的循环结构,它的前级步和后续步都只有一个,因此需要置位和复位的辅助继电器也只有一个。当功能图中含有并行序列时,情况就有所不同,对于并行序列的分支,需要置位的辅助继电器不止一个;而对于并行序列的合并,应该用所有前级步对应的辅助继电器的常开触点与对应转换条件串联作为后续步置位和前级步复位的条件,而且被复位的辅助继电器(前级步)个数与并行序列的分支数相等。
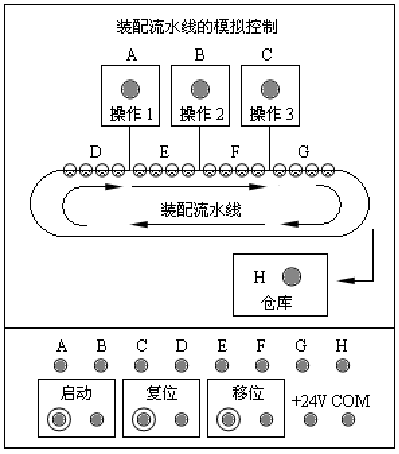
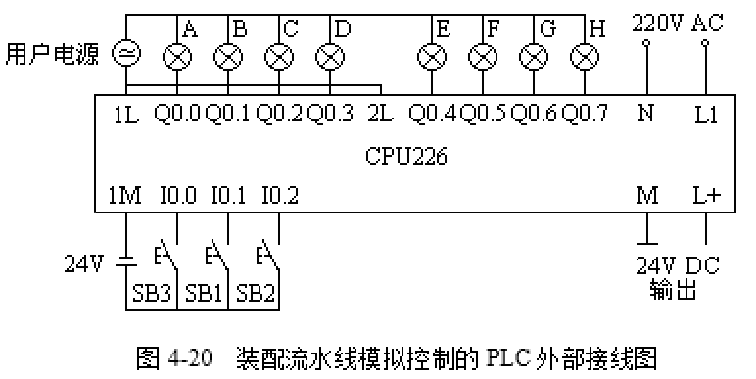
如图所示为装配流水线模拟控制系统的面板,图中上框中的A~H表示动作输出,下框中的A、B、C、D、E、F、G、H插孔分别接主机的输出点。传送带共有16个工位,工件从1号位装入,分别在A(操作1)、B(操作2)、C(操作3)3个工位完成3种装配操作,经最后一个工位后送入仓库;其它工位均用于传送工件。
控制要求:
(1)启动按钮SB1、复位按钮SB3、移位按钮SB2均为常OFF。
(2)启动后,再按移位按钮SB2后,按以下规律显示:D→E→F→G→A→D→E→F→G→B→D→E→F→G→C→D→E→F→G→H→D→E→F→G→A……循环,D、E、F、G分别用来传送,A是操作1,B是操作2,C是操作3,H是仓库。
(3)时间间隔为10s。
(4)按下复位按钮SB3后,系统恢复启动前的状态。
1.分析控制要求,确定输入/输出设备
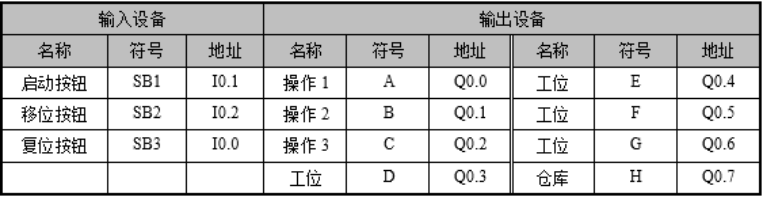
通过对模拟装配流水线控制要求的分析,可以归纳出:
3个输入设备:启动按钮SB1、复位按钮SB3、移位按钮SB2;
8个输出设备:模拟工位显示D、E、F、G;操作A、B、C;仓库H。
2.对输入/输出设备进行I/O地址分配, 如下表
3.绘制PLC外部接线图,如下图
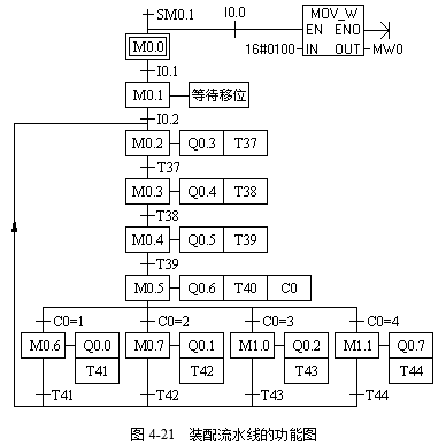
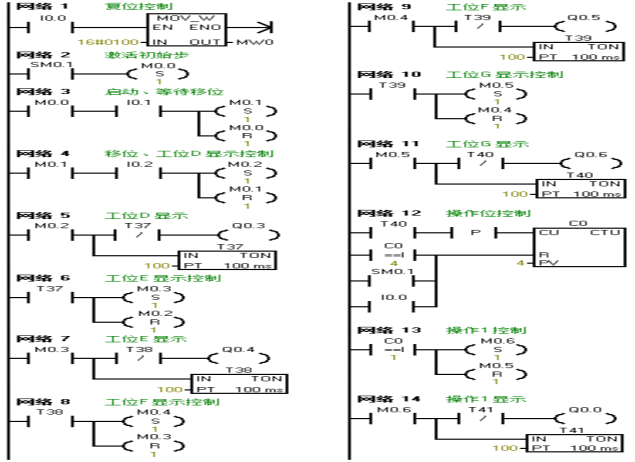
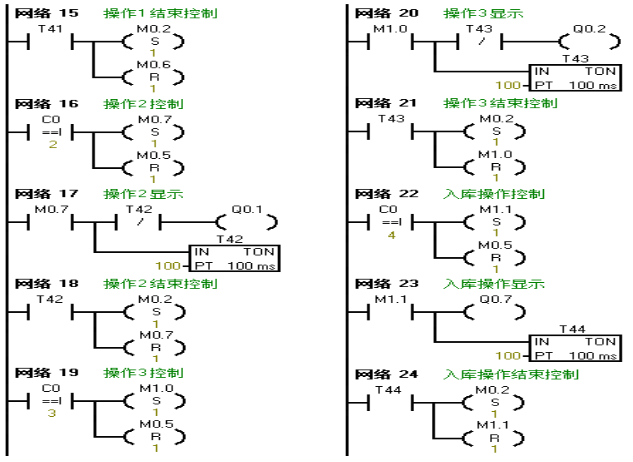
4.功能图设计, 如下图
6.安装配线
按照PLC外部接线图进行配线,安装方法及要求与继电器控制电路相同。
7.运行调试

