一、填空题
1、线切割加工中常用的电极丝有 ,钨钼丝 ,铜丝 。其中 和 应用快速走丝线切割中,而 应用慢速走丝线切割。
2、编程时可将重复出现的程序部分编成 ,使用时可以由 多次重复调用。
3、数控机床程序编制的方法有 、 。
4、FANUC系统中M01指令的功能是 ,
M02指令的功能是 。
5、FANUC系统中G02指令在XZ平面内的格式是 。
6、在编程中,刀具(或机床)运动位置的坐标值是相对于固定的坐标原点给出的,该坐标系称 为 。
7、数控线切割机床U、V移动工作台,是具有_____________加工功能的电火花线切割机床的一个组成部分。
8、数控机床的三个原点是指 、 、 。
9、常用的对刀方法有机外对刀仪对刀、 、 、 四种。
10、对于FANUC-0i系统数控车床,如刀具当前位置在点A(10,-20),执行程序段G01 U20.0 W50.0 F100后刀具将位于点B,则B点的绝对坐标为( , );该程序段中F100表示的意义是: 。
二、选择题:
1、在数控铣床的( )内设有自动拉退装置,能在数秒钟内完成装刀,卸刀,使换刀显得较方便。
A、主轴套筒 B、主轴 C、套筒 D、刀架
2、为保障人身安全,在正常情况下,电气设备的安全电压规定为( )。
A、42V B、36V C、24V D、12V
3、选择粗基准时,重点考虑如何保证各加工表面( ),使不加工表面与加工表面间的尺寸、位置精度符合零件图要求。
A、对刀方便 B、切削性能好 C、进/退刀方便 D、有足够的余量
4、周铣时用( )方式进行铣削,铣刀的耐用度较高,获得加工面的表面粗糙度值较小。
A、对称铣 B、不对称铣 C、顺铣 D、逆铣
5、在数控加工中,刀具补偿功能除对刀具半径进行补偿外在用同一把刀进行粗、精加工时,还可进行加工余量的补偿,设刀具半径为r,精加工时半径方向的余量为△,则最后一次粗加工走刀的半径补偿量为( )。
A、r+△ B、r C、△ D、2r+△
6、数控机床切削精度检验( ),对机床几何精度和定位精度的一项综合检验。
A、又称静态精度检验,是在切削加工条件下;
B、又称动态精度检验,是在空载条件下;
C、又称动态精度检验,是在切削加工条件下;
D、又称静态精度检验,是在空载条件下;
7、数控机床一般采用机夹刀具,与普通刀具相比机夹刀具有很多特点,但( )不是机夹刀具的特点。
A、 刀具要经常进行重新刃磨
B、 刀片和刀具几何参数和切削参数的规范化,典型化
C、 刀片及刀柄高度的通用化,规则化,系列化
D、 刀片及刀具的耐用度及其经济寿命指标的合理化
8、磨削薄壁套筒内孔时夹紧力方向最好为( )。
A、径向 B、倾斜方向 C、任意方向 D、轴向
9、数控系统的报警大体可以分为操作报警,程序错误报警,驱动报警及系统错误报警,某个数控车床在启动后显示“没有Z轴反馈”这属于( )。
A、操作错误报警 B、程序错误报警 C、驱动错误报警 D、系统错误报警
10、铣削加工时,为了减小工件表面粗糙度Ra的值,应该采用( )。
A、顺铣 B、逆铣 C、顺铣和逆铣都一样 D、依被加工表面材料决定
三、判断题:
1、G代码可以分为模态G代码和非模态G代码。 ( )
2、G00、G01指令都能使机床坐标轴准确到位,因此它们都是插补指令。
3、圆弧插补用半径编程时,当圆弧所对应的圆心角大于180º时半径取负值。 ( )
4、不同的数控机床可能选用不同的数控系统,但数控加工程序指令都是相同的。( )
5、数控机床按控制系统的特点可分为开环、闭环和半闭环系统。 ( )
6、在开环和半闭环数控机床上,定位精度主要取决于进给丝杠的精度。 ( )
7、点位控制系统不仅要控制从一点到另一点的准确定位,还要控制从一点到另一点的路径。 ( )
8、常用的位移执行机构有步进电机、直流伺服电机和交流伺服电机。 ( )
9、通常在命名或编程时,不论何种机床,都一律假定工件静止刀具移动。 ( )
10、数控机床适用于单品种,大批量的生产。 ( )
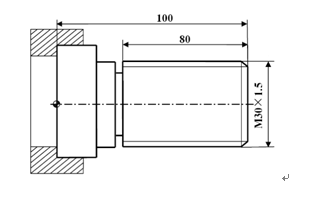
四、编程题:
加工图示的圆柱螺纹。设δ1=1.5,δ2=1,工作装夹如图所示;螺纹切削每次吃刀量分别为0.8mm 0.6mm 0.4mm 0.16mm。请编写加工程序,在程序中包括上述工艺要求。