1、槽的类型
在工件表面上车沟槽的方法叫切槽,槽的形状有外槽、内槽和端面槽。
2、切槽的方法
(1)加工外槽时用外切槽刀,且沿着工件中心方向切削;加工内槽时用内切槽刀,且沿着工件大径方向切削;加工端面槽时可用外切槽刀、内切槽刀或自磨刀具。
(2)车削精度不高的和宽度较窄的矩形沟槽:可以用刀宽(主切削刃宽度)等于槽宽的切槽刀,直接采用G01直进法横向走刀一次将槽切出。
(3)车削精度要求较高的和宽度较宽的沟槽:主切削刃宽度小于槽宽,分几次直进法横向走刀,并在槽的两侧、槽底留一定的精车余量。切出槽宽后,然后根据槽深、槽宽,最后一刀纵向走刀精车至槽底尺寸。当切削到槽底时一般应暂停一段时间以光顺槽底。
(4)加工宽槽和多槽时:可用移位法、调用子程序、宏程序或G75切槽复合循环指令编程。
(5)车削较小的圆弧形槽,一般用成形车刀车削,或改变主偏角与副偏角的角度。
(6)车削梯形槽和倒角槽,一般用成形车刀、梯形刀直进法或左右切削法完成。或者先加工出与槽底等宽的直槽,再沿着相应梯形角度或倒角角度,移动车刀车削出梯形槽和倒角槽。
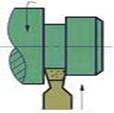
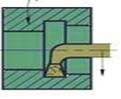

(a)车外槽 (b)车内槽 (c)车端面槽
图2-57 常用切槽的方法
3、切断
切断要用切断刀,切断刀的形状与切槽刀相似。
常用的切断方法有直进法和左右借刀法两种。直进法常用于切断铸铁等脆性材料;左右借刀法常用于切断钢等塑性材料。
4、切削用量的选择:
(1)用高速钢切槽刀车钢料时: 进给量f=0.05——0.1mm/r;切削速度v=30——40m/min;
(2)用高速钢切槽刀车铸铁时:进给量f=0.1——0.2mm/r;切削速度v=15——25m/min;
(3)用硬质合金切槽刀车钢料时:进给量f=0.1——0.2mm/r;切削速度v=80——120m/min;
(4)用硬质合金切槽刀车铸铁时:进给量f=0.15——0.25mm/r;切削速度v=60—100m/min;

