例题1
例题2
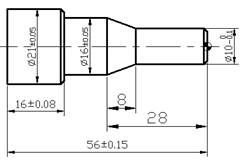
图:例2
1)刀具选择
| 刀号 | T0100 | T0202 | T0303 |
| 形 状 |
|
|
|
| 类型 | 精车外圆刀 | 粗车外圆刀 | 切断刀,刀宽3mm |
| 材料 | YT30 | YT5 | YT15 |
2)程序编写
%2;
G50 X80 Z20 设定坐标系(起刀点)
M3 S02 T0100; 调用粗车刀,主轴低低速正转
G00 X22 Z2; 快速定位,接近工件
G71 U2 R1 P3Q4 X0.5 Z0.05 F120; 对外轮廓粗车加工,余量X、Z方向0.2mm
G00 X100 Z100 粗加工后,到换刀点位置)
T0303 精加工起始行,设立坐标系,选3号刀)
M03 S1200 主轴以1200r/min正转)
N3 G00 X6
Z1 精加工轮廓起始行,到倒角延长线)
X10 Z-1; N60~N140为精加工外形轮廓程序群
Z-20;
X16 Z-28;
Z-40 ;
X19;
X21 Z-41;
N4 Z-60;
G00 X100 Z100 取消半径补偿,返回程序起点位置)
M05 主轴停)
M00 程序暂停)
T0202 设立坐标系,选2号刀)
M03 S400 主轴以400r/min正转)
G0 X52 Z-86 刀具到起点位置,槽宽为4mm)
G01 X3 F100 切断)
G00 X100 Z100 回对刀点)
M05 主轴停)
M30 主程序结束并复位)

