G71的编程
上一节
下一节
1、G71的格式
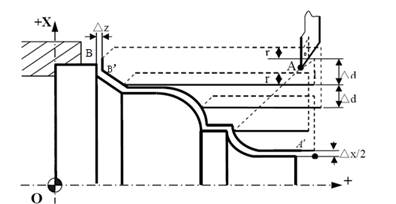
G71 U(△d) R(r) P(ns) Q(nf) X(△x) Z(△z) F(f) S(s) T(t)
代码说明:
△d:背吃刀量(每次切削量),指定时不加符号,方向由矢量AA '决定;
r:每次退刀量;
ns:精加工路径第一程序段的顺序号;
nf:精加工路径最后程序段的顺序号;
△x:X方向精加工余量;
△z:Z方向精加工余量;
f,s,t:粗加工时G71中编程的F、S、T有效,而精加工时如果G71指令到ns程序段内设定了F、S、T,将在精加工段内有效,如果没有设定则按照粗加工的F、S、T执行。