
5.1.2 钢筋工程施工
![]()
钢筋混凝土结构工程中钢筋的作用是什么?
钢筋和混凝土协同工作,共同受力,特别是拉力。
钢筋与混凝土如何协同工作?![]() 混凝土硬化后紧紧握裹钢筋(粘结力),钢筋受混凝土保护而不致锈蚀,钢筋与混凝土的线膨胀系数相近,不会因温度变化引起胀缩不均而破坏两者之间的粘结。
混凝土硬化后紧紧握裹钢筋(粘结力),钢筋受混凝土保护而不致锈蚀,钢筋与混凝土的线膨胀系数相近,不会因温度变化引起胀缩不均而破坏两者之间的粘结。
1.钢筋的种类
混凝土结构用的普通钢筋分为热轧钢筋和冷加工钢筋两大类。
热轧钢筋是最常用的钢筋,有热轧光圆钢筋(HPB)、热轧带肋钢筋(HRB)和余热处理钢筋(RRB)三种。

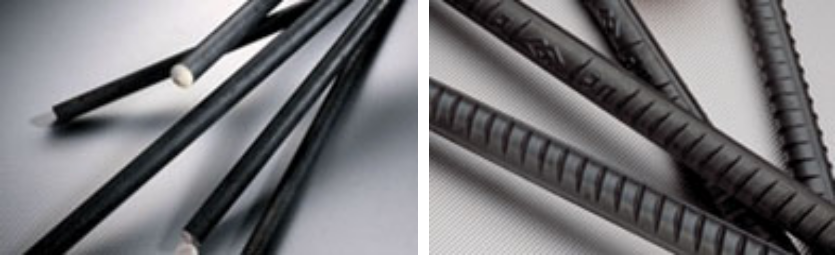
热轧光圆钢筋 热轧带肋钢筋
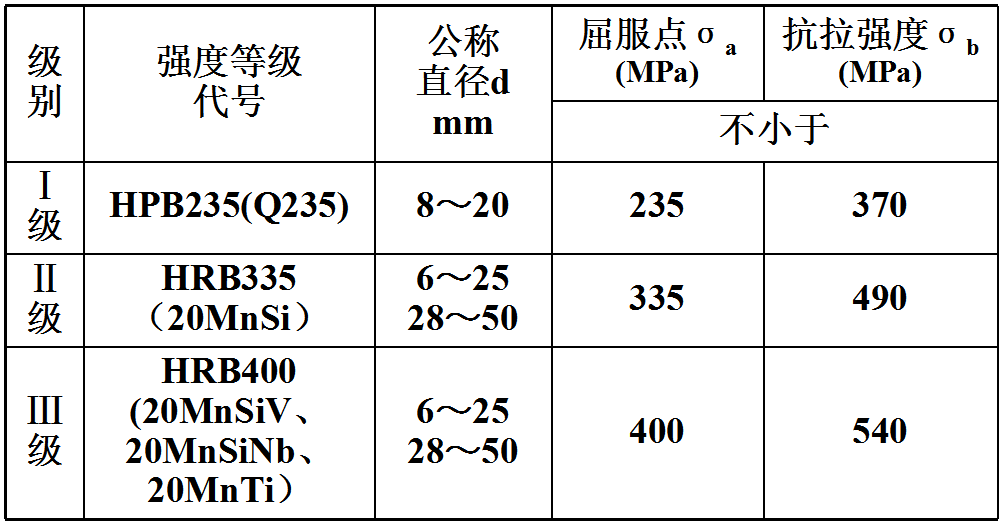
(1)钢筋的种类-热轧钢筋的力学性能
(2)钢筋的种类-冷加工钢筋
主要有冷轧带肋钢筋、冷轧扭钢筋,其使用应符合《冷轧带肋钢筋混凝土结构技术规程》和《冷轧扭钢筋混凝土构件技术规程》。冷加工钢筋可提高强度、节约钢材。

冷轧扭钢筋 冷轧带肋钢筋
2.钢筋的验收
运至现场的钢筋验收,包括钢筋标牌和外观检查,并按有关规定取样进行力学性能试验。
钢筋出厂,每捆(盘)应挂有二个标牌(上注厂名、生产日期、钢号、炉罐号、钢筋级别、直径等),并有随货同行的出厂质量证明书或试验报告书。

钢筋出厂标牌
钢筋的外观检查包括:钢筋应平直、无损伤,表面不得有裂纹、油污、颗粒状或片状锈蚀。钢筋表面凸块不允许超过螺纹的高度;钢筋的外形尺寸应符合有关规定。
3.钢筋的加工
钢筋加工一般集中在车间采用流水作业法进行,然后运至工地进行安装和绑扎。钢筋加工过程包括:钢筋调直 →除锈 →下料剪切 →接长 →弯曲。
工地钢筋车间(样板工地) 车间加工内景
(1)钢筋的加工-钢筋调直
以盘圆供货的钢筋调直一般采用冷拉进行,Ⅰ级钢筋冷拉率不宜大于4%,Ⅱ、Ⅲ级钢筋不宜大于1%;当钢筋无弯钩弯折要求时, Ⅰ级钢筋冷拉率可放宽至6%,Ⅱ、Ⅲ级钢筋不超过2% 。
直径6~14毫米的钢筋可用钢筋调直机进行调直,钢筋调直机兼有除锈、调直、切断三项功能。

钢筋调直切断机 盘圆冷拉调直时的开卷
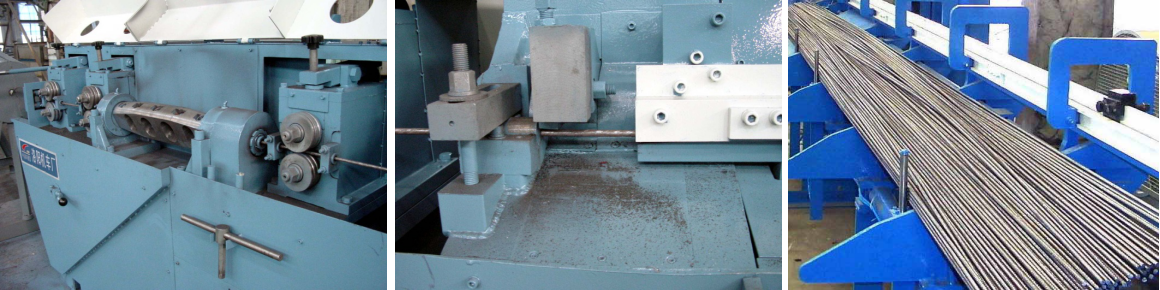
高速矫直装置 高速剪切装置 半成品卸料架
钢筋矫直切断机
(2)钢筋的加工-钢筋除锈
为保证钢筋与混凝土之间的握裹力,严重锈蚀的钢筋应除锈。除锈方法有调直或冷拉过程中除锈、电动除锈机除锈、手工除锈或喷砂、酸洗除锈。
(3)钢筋的加工-钢筋剪切


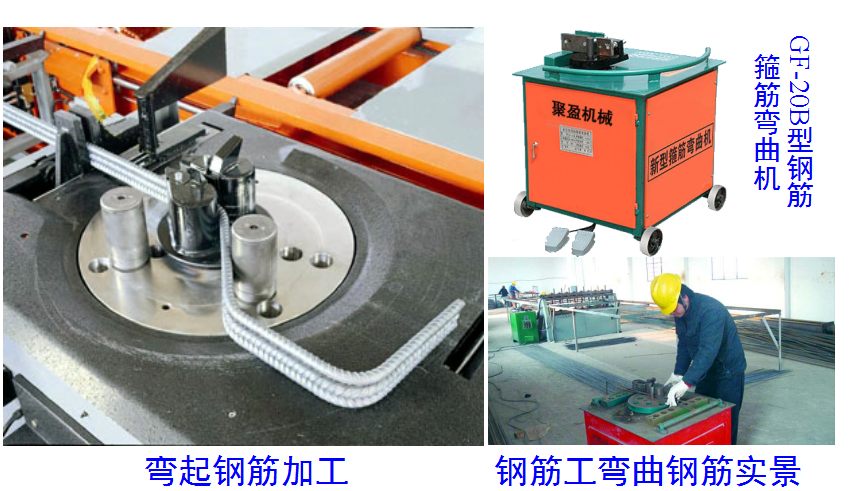
(4)钢筋的加工-钢筋弯曲
宜用钢筋弯曲机或弯箍机进行。
4.钢筋的连接
钢筋接头有三种连接方法:即绑扎搭接接头、焊接接头、机械连接接头。
绑扎搭接接头是指钢筋相连处用铁丝扎牢。

绑扎搭接接头
常用的焊接方法可分为压焊(闪光对焊、电阻点焊、气压焊)和熔焊(电弧焊、电渣压力焊)。
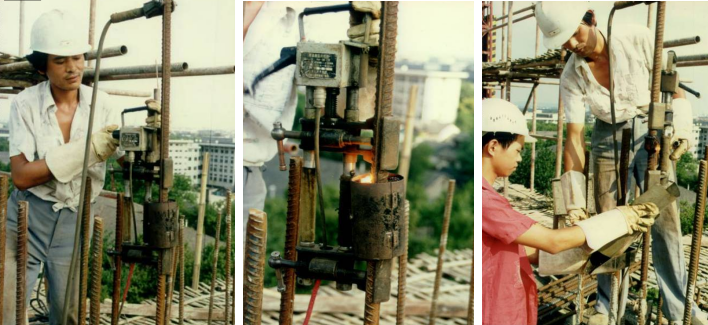
(1)钢筋的连接-电渣压力焊
电渣压力焊(简称竖焊)是利用电流通过渣池产生的电阻热将钢筋端部熔化,再施加压力使钢筋焊合。该工艺操作简单、工效高、成本低、比电弧焊接头节电80%以上,比绑扎连接和帮条焊节约钢筋30%。多用于施工现场直径14~40毫米的竖向或斜向钢筋的焊接接长。
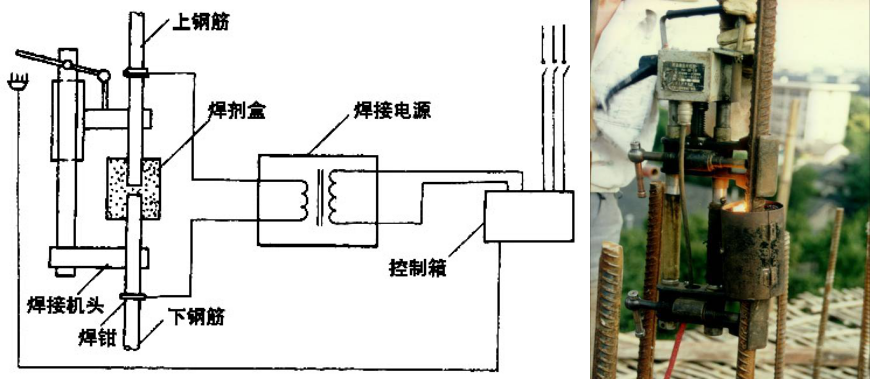
钢筋电渣压力焊设备示意图 电渣压力焊现场图
钢筋电渣压力焊分手工操作和自动控制两种,通常采用自动电渣压力焊。主要设备是自动电渣焊机,以及端头夹具。

自动电渣焊机 端头夹具
适用范围:电渣压力焊适用于直径18~32mm的Ⅱ级钢及新Ⅲ级钢筋(普通三级钢筋不适用)竖向或斜向(倾斜度4﹕1范围内)的连接。

焊剂的作用: 熔化后产生气体和熔渣,保护电弧和熔池,保护焊缝金属,更好地防止氧化和氮化,减少焊缝金属中化学元素的蒸发和烧损;使焊接过程稳定;具有脱氧和掺合金的作用,使焊缝金属获得所需要的化学成分和力学性能等。

电渣压力焊示意图 焊剂
施焊前,应将钢筋端部120毫米范围内的铁锈、杂质刷净。将焊接夹具的下夹钳夹住下部钢筋,立稳钢筋夹具。
将被连接的端面部位套上焊剂盒,用小铁簸箕将焊剂装入焊剂盒,边装入边用棒条插捣,使焊剂盒中的焊剂松紧均匀,以保证鼓包均匀。
紧固上部焊接夹具,将焊机负极线连接于上端钢筋。

引弧,摇动手柄,将上端钢筋略提起;稳定电弧,使上、下钢筋两端面均匀烧化。
当烧化达到时间要求后,迅速摇转手柄,将上钢筋下压,此时,两钢筋端面间熔化的铁水均匀外挤。
焊接完成后,插上铁板,打开焊剂盒,回收剩余的焊剂,可重复使用。
焊接完成后的接头被包围在渣壳中,像马蜂窝球,此时应让接头保温半小时左右,待冷却后敲去渣壳,露出带金属光泽的鼓包接头。

(2)钢筋的连接-机械连接
钢筋机械连接又称为“冷连接”,是继绑扎、焊接之后的第三代钢筋接头技术。具有接头强度高于钢筋母材、速度比电焊快5倍、无污染、节省钢材20%等优点。
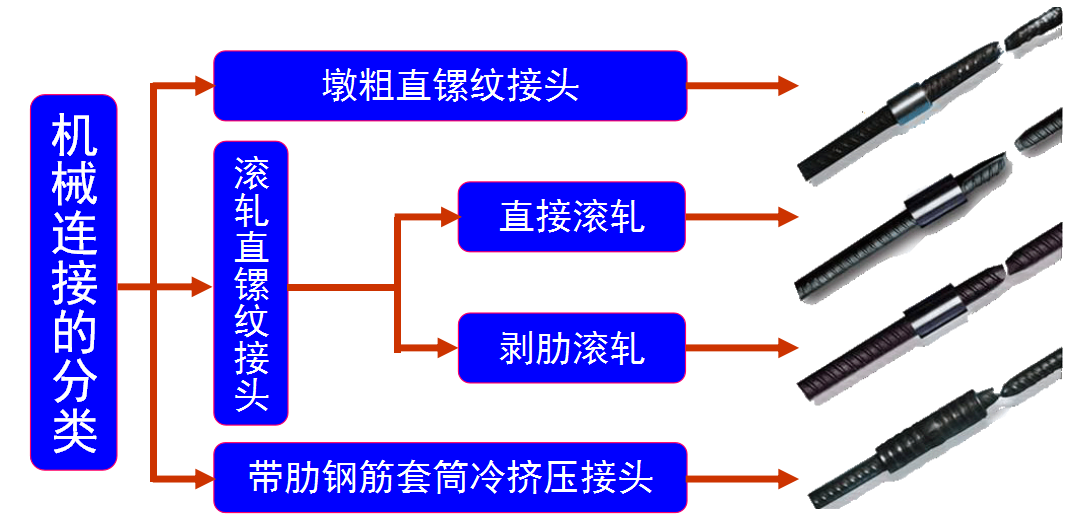
螺纹套筒连接是将两根待接钢筋的端部和套管预先加工成螺纹,然后用手和力矩扳手将两根钢筋端部旋入套筒形成机械式钢筋接头。
螺纹套筒连接分锥形螺纹连接和直螺纹连接两种。
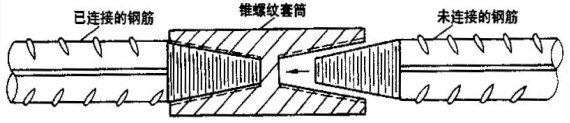
锥螺纹钢筋连接

直螺纹钢筋连接 锥螺纹钢筋连接
使用的主要设备有直螺纹机、砂轮切割机、普通扳手、扭矩扳手等。
材料准备:钢筋原材料、连接套筒、丝头保护帽。
9FTDFYTC96W.png")
直螺纹机 扭矩扳手 砂轮切割机

连接套筒 丝头保护帽
其加工流程分为六个步骤:钢筋端面切平、剥肋滚轧螺纹、丝头质量检验、戴帽保护、丝头质量抽检、存放待用。

钢筋端面切平 切平后钢筋端面

滚丝机进行剥肋、滚轧丝头
其加工流程分为六个步骤:钢筋端面切平、剥肋滚轧螺纹、丝头质量检验、戴帽保护、丝头质量抽检、存放待用。

丝头质量检验

戴帽保护 存放待用
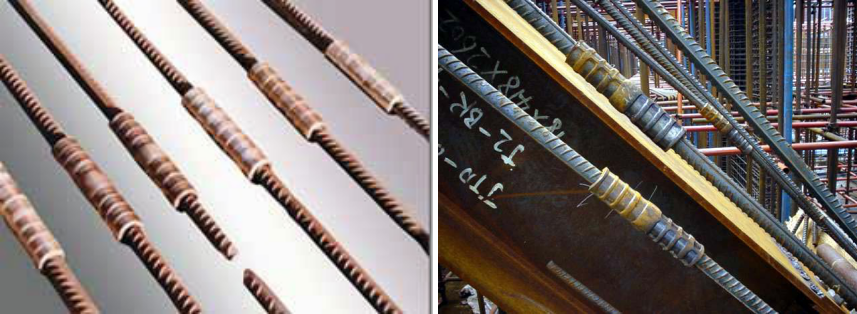
套筒挤压连接是将两根待连接钢筋插入一个特制钢套管内,采用挤压机和压模在常温下对套管加压,使两根钢筋紧固成一体。该工艺操作简单、连接速度快、安全可靠、无明火作业、不污染环境,钢筋连接质量优于钢筋母材的力学性能。
按挤压方式又可分为径向挤压和轴向挤压套管连接。
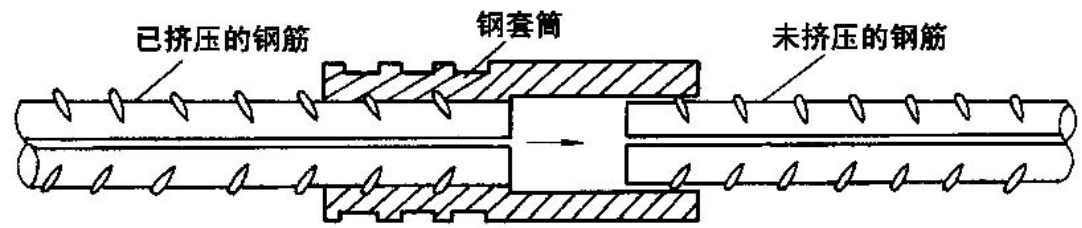
套筒挤压连接
轴向挤压连接现场施工不方便及接头质量不够稳定,没有得到推广;而径向挤压连接技术,连接接头得到了大面积推广使用。现在工程中使用的套筒挤压连接接头,都是径向挤压连接。

挤压机 垂直钢筋挤压接头
挤压接头试件 斜向钢筋挤压接头
5.钢筋的绑扎安装
钢筋的钢号、直径、根数、间距及位置符合图纸要求。
搭接长度及接头位置应符合设计及施工规范要求。
绑扎、安装牢固。
保证混凝土保护层的厚度。

钢筋在混凝土中的保护层厚度,可用水泥砂浆垫块(限制和淘汰)塑料卡(推荐使用)垫在钢筋与模板之间进行控制,垫块应布置成梅花形,其相互间距不大于1m,上下双层钢筋之间的尺寸可用绑扎短钢筋来控制。

塑料环圈控制柱钢筋的 塑料垫块控制楼板钢筋的
混凝土保护层度 混凝土保护层厚度

