
任务3 CA6140型卧式车床拆装与维修前的准备
一、相关知识
(一)、装配零件的清理和清洗
装配过程中,零件的清理和清洗工作对提高装配质量,延长产品使用寿命具有重要意义,特别是对轴承、精密配合件、液压元件、密封件以及有特殊清洗要求的零件更为重要。
1.零件的清理
(1)清除零件上残存的型砂、铁锈、切屑、油污等,特别是要仔细清理孔、沟槽等易存污垢的部位。某些非加工表面还需在清理后进行涂装。
(2)将所有待装的零部件按零部件图号分别进行清点和放置
2、零件的清洗
(1)清洗方法
单件或小批量生产,常将零件置于洗涤槽内用棉纱或泡沫塑料进行手工擦洗或冲洗;成批大量生产,则采用洗涤机进行清洗清洗时,根据需要可以采用气体清洗、浸酯清洗、喷淋清洗、超声波清洗等
(2)常用清洗液
常用清洗液有汽油、煤油、柴油和化学清洗液等。
l )工业汽油
适用于清洗较精密的零部件。航空汽油用于清洗质量要求较高的零件。
2 )煤油和柴油
清洗能力不及汽油,清洗后干燥较慢,但相对安全
3 )化学清洗液
又称乳化剂清洗液,对油脂、水溶性污垢具有良好的清洗能力。这种清洗液配制简单,稳定耐用,安全环保,同时以水代油,可节约能源。如 105 清洗剂 、 6501 清洗剂,可用于冲洗钢件上以机油为主的油垢和机械杂质。
强调:
(1)、对于橡胶制品,如密封圈等零件,严禁用汽油清洗,以防发胀变形,应使用酒精或清洗液进行清洗。
(2)、滚动轴承不能使用棉纱清洗,以免影响轴承装配质量;已加注防锈润滑脂的密封滚动轴承不需要清洗。
(3)、清洗后的零件,应待零件上的油滴干后再进行装配,以防污油影响装配质量;清洗后暂不装配的零件应妥善保管,以防零件再次污染。
(4)、零件的清洗工作,可分为一次性清洗和二次性清洗。零件在第一次清洗后,应检查有无碰损或划伤,待检查修整后,再进行二次性清洗。
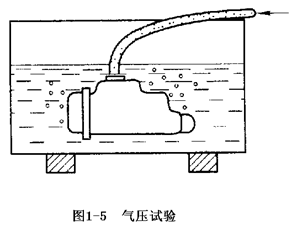
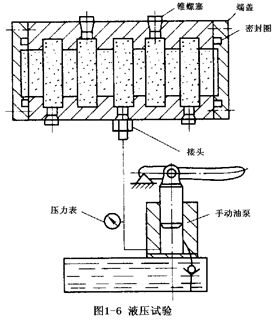
(二)、零件的密封性试验
对某些要求密封的零件,如机床的液压元件、油缸、阀体、泵体等,要求在一定压力下不允许发生漏油、漏水或漏气的现象,也就是要求这此零件在一定的压力下具有可靠的密封性。因此在装配前应进行密封性试验。密封性试验有气压法和液压法两种,如图 1 一 5 和图 1 一 6 所示。
(三)、旋转件的平衡
为了防止机器中的旋转件(如带轮、齿轮、飞轮、叶轮等各种转子)工作时因出现不平衡的离心力所引起的机械振动,造成机器工作精度降低、零件寿命缩短、噪声增大,甚至发生破坏性事故。装配前,对转速较高或“长径比”较大的旋转零、部件都须进行平衡,以抵消或减小不平衡离心力。使旋转件的重心调整到转动轴心线上。
旋转件不平衡的形式可分为静不平衡动不平衡两类。
1.静不平衡
如图1 一 7a 所示。旋转件在径向各截面上有不平衡量,由此所产生的离心力的合力通过旋转件的重心,这种不平衡称为静不平衡。
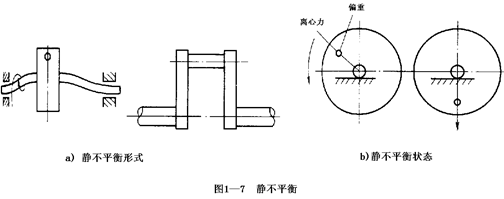
静不平衡特点是:静止时,不平衡量自然处于铅垂线下方,如图 1 一 7b所示。旋转时,不平衡惯性力只产生垂直旋转轴线方向的振动。
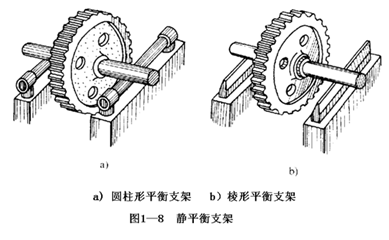
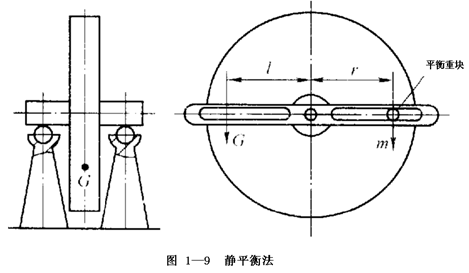
(1)静平衡法
消除旋转件静不平衡的雄称为静平衡法。静平衡是在圆柱形或菱形平衡支架上进行的,如图 1一 8 所示。
静平衡的方法是首先确定旋转件上不平衡量的大小和位置,然后去除或抵消不平衡量对旋转的不良影响:具体步骤如下:
l )将待平衡的旋转件装上心轴后,放在平衡支架上。
2 )用手轻推旋转体使其缓慢转动,待自动静止后,在旋转件正下方作一记号,如此重复若干次,确认所作记号位置不变,则此方向为不平衡量方向。
3 )在与记号相对的部位粘贴一质量为m的橡皮泥,使m对旋转中心产生的力矩,恰好等于不平衡量力矩对旋转中心产生的力矩.即mr=GL,如图 5 一 9 所示。此时,旋转件获得静平衡。
4) 去掉橡皮泥,在其所在部位附加相当于m的重块(配重法)或在不平衡量处(与 m相对直径L处)去除一定质量G(去重法)。待旋转件可在任意角度位置均能在支架上停留时,即达到静平衡
(2)静平衡的应用
静平衡只能平衡旋转件重心的不平衡,无法消除不平衡力矩。因此,静平衡只适用于“长径比”较小(一般长径比小于 0.2 ,如盘类旋转件)或长径比虽较大,但转速不太高的旋转件
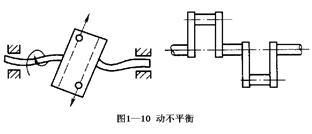
2.动不平衡
如图 1 一 10 所示为旋转件在径向截面上有不平衡量且由此产生的离心力形成不平衡力矩,所以旋转件旋转时不仅会产生垂直于轴线的振动,而且还会产生使旋转轴线倾斜的振动,这种不平衡称为动不平衡。
消除动不平衡的方法称为动平衡。平动衡一般在动平衡机上进行,如图 1 一11示。对于长径比比较大或转速比较高的旋件,通常都要进行动平衡。
补充:
平衡精度
旋转件经过平衡之后,不可能达到绝对平衡,总会存在或多或少的不平衡量—剩余不平衡量。所谓的平衡精度就是指旋转件经过平衡之后,所允许存在的剩余不平衡量的大小,并以偏心速度Ve来度量,其计算公式为:
Ve=eω/l 000
式中 Ve ―偏心速度, mm /s ;
e ―偏心距,um;
ω― 旋转件的角速度, rad /s。
平衡精度共分 11 个等级,最高等级G0.4 ,最低等级为G4000。 G后面的数值表示偏心速度的大小,如G1表示偏心速度Ve =1mm /s 。选取平衡精度等级时,应考虑旋转件的转速,转速愈高,则规定的平衡精度等级也应愈高。
根据偏心距。还可以求得允许的不平衡力矩 M ,
即 M =0.0098 ×W.e
式中 M 一允许不平衡力矩, N.mm ;
W ― 旋转件质量,kg ;
e 一 偏心距,um
例:已知一旋转件的质量为1000kg ,工作转速为l0O00r/min ,平衡精度规定为Gl,求平衡后允许的偏心矩和允许的不平衡力矩各是多少?
解:因平衡精度规定为Gl,故Ve = 1mm /s 。
由Ve=eω/l000得
e=1000Ve/ω=1000×1×60/2π×10000um=0.95um。
M = 0.0098 ×w .e=0.0098×1000×0.95=9.31N.M
(四)、装配方法
通过尺寸链分析可知,由于封闭环公等于各组成环公差之和,装配精度直接取决于零件制造公差,这将提高零件的加工要求及生产成本。如果在装配时采取一定的工艺措施,如装配时对工件进行测量、挑选;对某一装配件进行修配;调整装配件位置等。即使零件制造精度降低,也能保证装配要求。所以零件精度是保证装配精度的基础,但装配精度并不完全取决于零件精度
为正确处理装配精度与零件制造精度的关系,妥善解决生产的经济性与使用要求之间的矛盾,在生产中采用了不同的装配方法。其中,装配精度完全依赖于零件制造精度的装配方法是完全互换装配法,装配精度不完全取决于零件制造精度的装配方法有选择装配法、修配装配法和调整装配法
1.完全互换装配法
各配合件不经修配、选择或调整,装配后即可达到装配精度,这种装配方法称为完全互换装配法。此方法装配方便,生产效率高。适用于组成环数少,精度要求不高的场合或大批量生产中。
2.选择装配法
选择装配法分直接选配法和分组选配两种。常用的分组选配法,是将产品各配件按实测尺寸分成若干组,装配时按组进行,互换装配以达到装配精度,这种装配方法的配合精度取决于分组数,增加分组数可以提高装配精度。适用于大批量生产中装配精度要求很高、组成环数较少的场合。
3.修配装配法
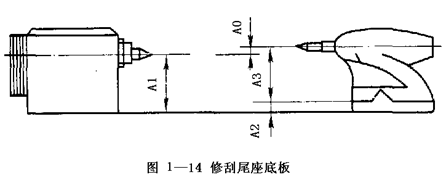
装配时,修去指定零件上的顶留修配量,以达到装配精度的装配方法,称为修配装配法。此方法装配周期长、效率低。适用于单件、小批量生产以及装配精度高的场合。如图 1 一 14 所示,在卧式车床尾座装配中,用修刮尾座底板的方法保证车床前后顶尖的等高度。
4.调整装配法
装配时调整某一零件的位置或尺寸以达到装配精度的装配方法。一般采用斜面、锥面、螺纹等移动可调整件的位置;采用调换垫片、垫圈、套筒等控制调整件的尺寸。调整配法调整维修方便、生产率低,除必须采用分组装配的精密配件外,可用于各种装配场合
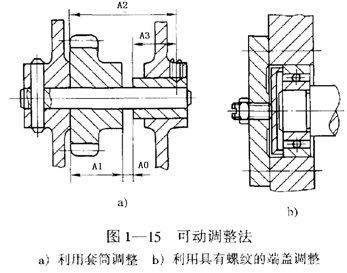
调整装配法主要有可动调整和固定调整两种装配方法
(1)可动调整法
用改变零件位置来达到装配精度的方法。采用可动调整法可以调整由于磨损、热变形、弹性变形等所引起的误差。图 15 一15 a 所示是以套筒作为调整件,装配时,使套筒沿轴向移动(即调整 A3 ) ,直至达到规定的间隙;图 15 一 15b 所示为利用具有螺纹的端盖来调整轴承间隙。
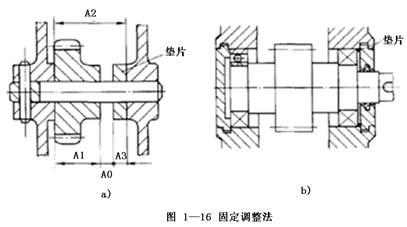
(2)固定调整法
在尺寸链中选定一个或加入一个零件作为调整环,通过改变调整环尺寸,使封闭环达到精度要求的方法。作为调整环的零件是按一定尺寸间隔制成的一组专用零件,装配时,根据需要选用其中一种作补偿,从而保证所需的装配精度。图 1 一 16 所示为通过垫片来调整轴向配合间隙的方法。
二、任务准备
1.根据零件拆装的要求,配备相关的清洗工具和拆装工具
2.一级齿轮箱与简单的减速机
三、任务实施
1.能根据所要拆装的设备,正确选用清洗工具和拆装工具。
2.能对一级齿轮箱与简单的减速机进行拆洗。
3.根据拆装设备,能正确选用合理的装配方法,并进行合理化装配。
|
| 1.对于橡胶制品,如密封圈等零件,严禁用汽油清洗,以防发胀变形,应使用酒精或清洗液进行清洗。 2.滚动轴承不能使用棉纱清洗,以免影响轴承装配质量;已加注防锈润滑脂的密封滚动轴承不需要清洗。 3.清洗后的零件,应待零件上的油滴干后再进行装配,以防污油影响装配质量;清洗后暂不装配的零件应妥善保管,以防零件再次污染。 4.零件的清洗工作,可分为一次性清洗和二次性清洗。零件在第一次清洗后,应检查有无碰损或划伤,待检查修整后,再进行二次性清洗。 5.设备在拆卸过程中,零件必须按拆卸时的顺序有序摆放,以便正确安装。 |


