
一、相关知识
进给运动传动链是使刀架实现纵向、横向运动或车削螺纹运动的传动链。
进给运动的动力源也是主电动机,它的运动是经主运动传动链、主轴、进给传动链传至刀架,使刀架带着车刀实现纵向、横向运动或车削螺纹。由于刀架的进给量及加工螺纹的导程是以主轴每转过一转时刀架的移动量来表示(mm/r),所以分析进给传动链时,应把主轴作为传动链的起点(首件),而把刀架作为传动链的终点(末件)。
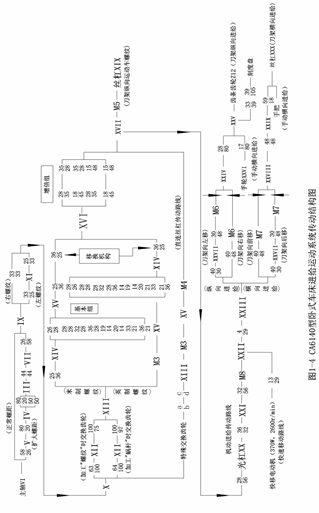
CA6140型卧式车床的进给传动链的传动路线参考图1-3和图1-4。
CA6140型卧式车床能车削公制、英制、模数和径节制等四种标准螺纹,还可以车削加大螺距、非标准螺距及精密螺纹。无论车削哪一种螺纹,主轴与刀具之间必须保持严格的运动关系,即主轴每转一转,刀具应均匀地移动一个导程s的距离。
s=1(主轴)uP丝杠
式中 u ——从主轴到丝杠之间全部传动副的总传动比;
P丝杠——车床丝杠螺距(P丝杠=12㎜)。
1).公制螺纹
由传动结构式可知,车削公制螺纹时,进给箱中的内齿轮离合器M3和M4脱开,M5结合。这时运动由主轴Ⅵ经齿轮![]() 、换向机构
、换向机构![]() (车左旋螺纹时经
(车左旋螺纹时经![]() 、
、![]() )、挂轮
)、挂轮![]() 、
、![]() 传到进给箱中,再由换向机构的齿轮
传到进给箱中,再由换向机构的齿轮![]() 传至XIV轴。XIV轴有8个固定齿轮,可分别与轴XV上的四个滑移齿轮啮合,从而将运动传至XV轴,使XIV轴和XV轴之间获得8种传动比,分别是:
传至XIV轴。XIV轴有8个固定齿轮,可分别与轴XV上的四个滑移齿轮啮合,从而将运动传至XV轴,使XIV轴和XV轴之间获得8种传动比,分别是:

这些传动比的值近似于等差数列排列,是变换被加工工件螺距的基础,改变XIV轴和XV轴之间传动比,就能车削出按等差数列排列的导程(螺距)值。这组双滑移齿轮,称为基本组,传动比用u基表示。
XV轴的运动经过固定齿轮z25,空套在XIV轴上的齿轮z36及XVI轴上的滑移齿轮z25传至XVI轴。
从XVI轴经XVII轴到XVIII轴,有两个双联滑移齿轮,有4种不同的传动比,分别是:

上述4种传动比成倍数关系排列,通过这种机构,把基本传来的转速分别扩大1、![]() 、
、![]() 、
、![]() 传出,可以增加工件导程(螺距)种数,一般称这个传动组为增倍组,其传动比用
传出,可以增加工件导程(螺距)种数,一般称这个传动组为增倍组,其传动比用
u倍表示。
将上式简化得:
S=7u基u倍
CA6140型卧式车床车削公制螺纹传动结构式如下:
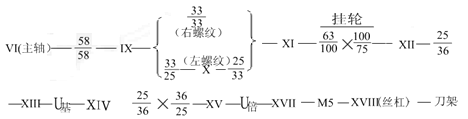
表1-6所列为CA6140型卧式车床能车削公制螺纹导程表,从中可以看出基本组及增倍组的传动比与被加工螺纹导程之间的关系。

1.机动进给
车削外圆柱面时,可使用机动的纵向进给;车削端面时,可使用机动的横向进给。
1).传动路线
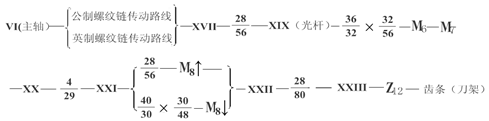
为了避免磨损动过快及便于操纵(将刀架运动的操纵机构放在溜板箱上),机动进给运动是由光杠经溜板箱传动的。运动由光杠XX经溜板箱中的齿轮副![]() ×
×![]() 、超越离合器及安全离合器M8、轴XXII、蜗杆副
、超越离合器及安全离合器M8、轴XXII、蜗杆副![]() 传至轴XXIII。此后有两条传动路线:
传至轴XXIII。此后有两条传动路线:
纵向进给传动路线(以车常用公制螺纹为例)
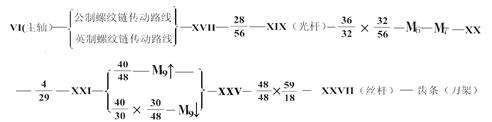
横向进给传动路线(以车常用公制螺纹为例)
为了避免发生事故,纵向、横向机动进给和车螺纹三各传动路线,只允许接通其中一种,这是由操纵机构及互锁机构来保证的。溜板箱中的双向离合器M6及M7是用于变换进给运动方向的。轴XXX上的手柄手于横向刀架,轴XXVI上的手柄用于纵向移动刀架。
2).纵向机动进给量
由图1-3、图1-4可以看出,由于机床有4种类型的传动路线,共能获得64种纵向进给量。其中正常进给量为32种(0.08~1.22mm/r),是经正常螺距、公制螺纹传动路线传动获得。其运动平衡式为:

将上式简化得:
S横=0.355u基u倍
3.刀架的快速移动
为了减轻工人劳动强度,缩短辅助时间,本机床的光杠右端装有快速电动机,使刀架快速移动,如图1-3所示。当按下快速运动按钮,使快速电动机接通,经齿轮副![]() 使轴XXII调整转动,于是运动再经蜗杆传动传给溜板箱内的传动机构,使刀架实现快速的横向或纵向进给。
使轴XXII调整转动,于是运动再经蜗杆传动传给溜板箱内的传动机构,使刀架实现快速的横向或纵向进给。
二、任务准备
1.对CA6140型卧式车床的进给传动路线及手柄和挂轮的搭配进行熟悉。
三、任务实施
操作步骤:
操作一 启动车床电机,进行常规检查。
操作二 试车削公制螺纹,并对螺距进行调整。
操作三 试车削模数螺纹,并对螺距进行调整。
操作四 操作快速手柄。
|
| 1.试车削螺纹时,速度要慢,背吃刀量要小,主要是看车削痕迹。 2.首次使用快速手柄时,要把刀架远离卡盘,同时要及时松开按钮,以免撞上卡盘而损坏车床。 |


