
任务2.CA6140型卧式车床的组成
一、相关知识
车床在金属切削加工中应用极为广泛。其中CA6140 型卧式车床是我国自行设计、质量较好的卧式车床。它的传动机构和结构形式比较典型,对了解其他各类机床具有指导意义。
(一)、车床的功用
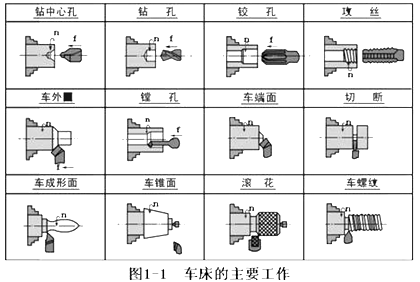
卧式车床在车床中的加工工艺范围最为广泛,它适用于加工各种轴类、套筒类和盘类工件上的各种回转表面,如车削内外圆柱面、内外圆锥面、环槽和成形回转表面;车削端面及各种螺纹;还可用钻头、扩孔钻和铰刀进行内孔加工;还能用丝锥、板牙加工内外螺纹以及进行滚花等工作。如图 1 一 1 所示为卧式车床上所能完成的典型加工表面。
(二)、运动分析
车床的运动按功用来分,可分为表面成形运动和辅助运动。
1.表面成形运动
表面成形运动即车床为加工各种成形面所需的运动。它分为车床的主运动和进给运动。
(1)主运动:工件的旋转运动。其作用是使车刀与工件作相对运动,以完成切削工作。用转速 n ( r /min )表示。
(2)进给运动:车刀的纵向进给和横向进给运动。车刀的纵向进给运动是指刀具沿平行于工件中心线的纵向移动,如车外圆,车螺纹等。车刀的横向进给运动是指刀具沿垂直于工件中心线的横向移动,多用于车端面及切断等。
2.辅助运动
为了实现机床的辅助工作而必需的运动称为辅助运动。辅助运动包括刀具的移近、退回、工件的夹紧等。在卧式车床上这些运动通常由操作者用手工操作来完成。
为了减轻操作者的劳动强度和节省移动刀架所耗费的时间,有些车床还具有由单独电动机驱动的刀架,以便实现纵向及横向的快速移动。
(三)、卧式车床的组成
机床的主要组成部件如图 1- 2 所示
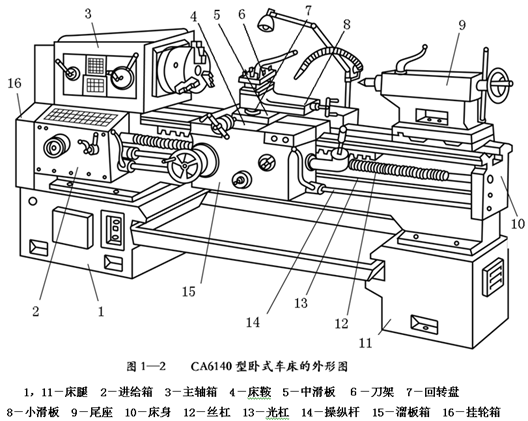 | |
1.主轴箱
主轴箱又称床头箱,固定在床身 10的 左端。其内装有主轴和变速、换向机构,由电动机经变速机构带动主轴旋转,实现主运动,并获得所需转速及转向。主轴前端可安装三爪自定心卡盘、四爪单动卡盘等夹具,以装夹工件
2.进给箱
进给箱 2 固定在床身 10 的左前侧。进给箱是进给运动传动链中主要的传动比变换装置,它的功用是改变被加工螺纹的导程或机动进给的进给量.
3.溜板箱
溜板箱 14 固定在床鞍 4 的底部,可带动刀架一起作纵向运动。溜板箱的功用是将进给箱传来的运动传递给刀架,使刀架实现纵向进给、横向进给、快速移动或车螺纹。在溜板箱上装有各种操纵手柄及按钮,可以方便地操作机床。
溜板箱通常设有以下几种机构:
1).接通丝杠传动的开合螺母机构,合上开合螺母后,纵横向机动进给都不能接通。而接通纵向或横向机动进给后,开合螺母都不能合上;
2).将光杠的运动传至纵向齿轮齿条和横向进给丝杠的传动机构;
3).接通、断开和转换纵、横向进给的转换机构;
4).保证机床工作安全的过载保险装置和互锁机构,为了避免损坏机床,必须保证横、纵向机动进给运动和车螺纹进给运动不能同时接通。为此,CA6140型车床的溜板箱中设有互锁机构;
5).控制刀架运动的操纵机构;
6).改变纵、横向机动进给运动方向的换向机构,CA6140型车床的纵、横机动进给运动的接通、断开和换向,采用一个手柄集中操纵方式。当需要纵、横向移动刀架时,向相应的方向扳动操纵手柄即可;
7). 快速空行程传动机构。
4.床身
床身10固定在左床腿 1 和右床腿11上。床身是车床的基本支承件。车床的各个主要部件均安装在床身上,并保持各部件间具有准确的相对位置。
5.尾座
尾座 9 安装在床身导轨上,可沿导轨移至所需的位置。尾座套筒内安装顶尖,可支撑轴类工件;安装钻头、扩孔钻或铰刀,可在工件上钻孔、扩孔或铰孔。
6.丝杠
丝杠 12 将进给运动传给溜板箱,完成螺纹车削。
7.光杠
光杠 13 将进给运动传给溜板箱,实现自动进给。
8.床鞍
床鞍 4 与溜板箱连接,可带动车刀沿床身导轨作纵向移动。
9.中滑板
中滑板 5 可带动车刀沿床鞍上的导轨作横向移动。
10.小滑板
小滑板 8 可沿转盘上的导轨作短距离移动。当转盘扳转一定角度后,小滑板还可带动车刀作相应的斜向运动。
11.回转盘
回转盘 7 与中滑板连接,用螺栓紧固。松开螺母,转盘可在水平面内转动任意角度。
12.刀架
刀架 6 用来装夹车刀,最多可同时装夹 4 把。松开锁紧手柄即可转位,选用所需车刀。
13.挂轮箱
挂轮箱16的主要作用是把主轴的旋转运动传送给进给箱。变换箱内齿轮的啮合,并和进给箱及长丝杠配合,可以车削各种不同螺距的螺纹。
(四)、CA6140型卧式车床主要技术性能
表1-5 CA6140型卧式车床主要技术性能
| 床身上最大工件回转直径 | Ф400 mm | |
| 刀架上最大工件回转直径 | Ф210 mm | |
| 最大工件长度/最大车削长度 | 750 mm /650㎜ 1000㎜/900㎜ 1500㎜/1400㎜ 2000㎜/1900㎜ | |
| 中心高 | 205 mm | |
| 主轴孔径/主轴孔前端锥度 | Ф48 mm /莫氏圆锥6号 | |
| 主轴转速级数 正转/反转 | 24/12 | |
| 主轴转速范围 | 正转 | 10~1600 r/min |
| 反转 | 14~1580 r/min | |
| 纵向进给量范围(64级) | 0.028~6.33 mm/r | |
| 横向进给量范围(64级) | 0.014~3.16 mm/r | |
| 刀架纵/横向的快移速度 | 纵向4 m/min /横向2 m/min | |
| 加工螺纹范围 | 公制螺纹44种 | 1-192 mm |
| 模数螺纹39种 | 0.25-48 mm | |
| 英制螺纹21种 | 2-2牙/in 4 | |
| 径节螺纹37种 | 1-96牙/in | |
| 刀架行程 | 最大纵向行程(4种) | 650㎜ 900 mm 1400 mm 1900 mm |
| 最大横向行程(2种) | 260㎜ 295㎜ | |
| 小滑板最大行程 | 139㎜ 165㎜ | |
| 刀架转盘回转角度 | ±90° | |
| 尾座主轴直径×行程及主轴孔锥度 | 75㎜×150 mm /莫氏圆锥5号 | |
| 丝杠螺距 | 12 mm | |
| 主电机功率及床鞍快速电机功率 | 7.5KW 1450r/min 370W 2600r/min | |
| 机床工作精度 | 圆度 | 0.01㎜ |
| 圆柱度 | 0.01㎜/100㎜ | |
| 螺距精度(2种) | 0.04㎜/100㎜ 0.06㎜/300㎜ | |
| 精车平面平行度 | 0.02/400㎜ | |
| 表面粗糙度 | Ra2.5~1.25 um | |
二、任务准备
1.明确CA6140型卧式车床各主要组成部件的名称与结构,分析各组成件间的位置关系和作用
2.根据开机要求,选择合适的活络扳手一把、内六角扳手若干把、300mm的一字旋具、油盘及清洗油、围丝等。
三、任务实施
1.面对CA6140型卧式车床,能准确说出各组成部件,并解释其作用
2.启动电机,按老师的要求,进行启动、停止、换向、空档以及调速。
3.打开车床挂轮箱门,拆装中滑板镶条
4.操作步骤:
操作一 启动车床电机。
操作二 将主轴转换到空档位置。
操作三 将转速转换到10r/min、470 r/min和1400r/min。
操作四 操作操纵杆,进行启动、停止、换向的操作。
操作五 手摇大、中、小滑板的进给手柄。
操作六 使用快速进给手柄和按钮。(强调转速要低)。
操作七 用内六角扳手打开车床挂轮箱门,察看里面的挂轮情况。
操作八 用300mm的一字旋具拆下中滑板上的镶条。
操作九 将镶条放入油盘进入清洗后,擦干上油。
操作十 将镶条装入中滑板。
|
| 1.车床的各按钮要熟悉。 2.在进行主轴转速变换时,要先让主轴停止。 3. 镶条的安装后,要使中滑板在床鞍燕尾导轨全长上移动时,无轻重或松紧不 均匀的现象
|


