
-
1
-
2 ppt
任务1 主轴轴组的拆卸
一、相关知识
1.主轴轴组的结构及支承
轴、轴上零件与两端轴承支座的组合,称为轴组。主轴轴组由主轴、主轴轴承、齿轮及密封件等组成,如图2-09所示。主轴是外部有花键的空心阶梯轴,其内孔可用来通过直径小于ф48mm的长棒料、拆卸顶尖或用于安装夹紧装置零件。主轴前端内锥面是莫氏6号锥孔,用来安装心轴或前顶尖,利用锥面配合的摩擦力直接带动心轴或工件转动。主轴前端外锥面的短圆锥面和法兰端面用来定位、安装三爪卡盘等附件并带动工件进行旋转。
主轴轴组安装在前、后两支承上,前支承为5级精度的双列圆柱滚子轴承,用于承受径向力。后支承由一个推力球轴承和一个角接触球轴承组成,分别用以承受轴向力和径向力。
主轴上装有三个齿轮,用以传递动力,并获得不同转速,如图2-10所示。
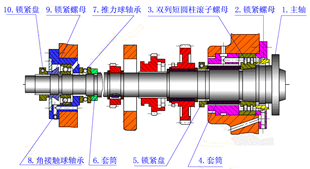
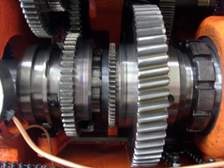
图2-09 CA6140型卧式车床主轴轴组 图2-10 主轴轴组传动齿轮
2.主轴的转速
主运动传动链将电动机的旋转运动及能量传递给主轴,可使主轴获得10~1400r/min不同的正转(24级)及14~1580r/min不同的反转(12级)转速带动工件旋转。
3.主轴轴组轴承的润滑
主轴轴承的润滑都是由润滑油泵供油,润滑油通过进油孔对轴承进行充分润滑,并带走轴承运转所产生的热量。主轴旋转时,依靠离心力的作用,把经过轴承向外流出的润滑油甩到轴承端盖的接油槽里,然后经回油孔流回主轴箱。为了避免漏油,前后轴承均采用了油沟式密封装置。
4.主轴轴组的装配技术要求
主轴装入箱体,套上轴承、垫圈、隔套及齿轮后不允许有歪斜现象。同轴的两个轴承中,必须有一个轴承在轴受热膨胀时有轴向移动的余地。装配后主轴的精度应达到径向跳动和轴向窜动量均不超过0.01mm的要求,且运转灵活,噪声小。
5.主轴轴组的拆卸及装配
主轴轴组的拆卸及装配采用敲击法,敲击时用力不要过大,注意避免主轴和轴承受损,还要防止零件的遗漏和错装。
装配后的调整主要针对前后轴承,使主轴的径向跳动和轴向窜动量达到装配技术要求,另外还要进行试车调整,使主轴达到运转要求。
二、任务准备
1.识读CA6140型卧式车床主轴轴组装配图,如图2-09所示,分析各零件相互间的装配关系,了解技术要求。
2.根据图样要求,选择合适的内六角扳手若干把、轴用弹性挡圈卡钳一把、3磅手锤一个、粗细紫铜棒各一根、细硬质圆棒一根、硬枕木一块、油盘及清洗油、拆装工作台、货架等。
三、任务实施
1.根据给定的主轴轴组装配图,识读并制定合理的拆卸方案,准备拆卸时所需的工具、拆装工作台,然后分组让学生自己动手进行拆卸,并对学生拆卸时不清楚的地方进行指导。
2.主轴轴组的拆卸是在锁紧螺母、轴承盖和法兰拆下后从主轴箱的左端开始的(如图2-11所示),整根主轴的拆卸主要在主轴箱内进行。

图2-11 主轴轴组左端结构
3. 操作步骤:
操作一 内六角扳手松开主轴锁紧盘10的紧定螺钉,用手锤和细紫铜棒敲击并卸下锁紧盘10。
操作二 内六角扳手分别拆卸主轴箱左端盖板及右端前轴承盖螺钉,取下盖板及前轴承盖,取下锥形密封套。
操作三 内六角扳手松开主轴右端锁紧盘5紧定螺钉,手锤和细紫铜棒敲击并适当旋松锁紧盘5。
操作四 用轴用弹性挡圈卡钳把主轴中间的两个轴用弹性挡圈向左移出挡圈槽。
操作五 用粗紫铜棒敲击垫着硬枕木的主轴最左端外缘,使主轴逐渐向右端移动。
操作六 依次将推力球轴承7、套筒6、轴用弹性挡圈、小齿轮、隔套、滑移齿轮、轴用弹性挡圈、大齿轮、隔套从主轴上取出,主轴连同右端轴承组件从主轴箱右端孔中小心取下。
操作七 拆装工作台拆卸主轴右端轴承组件:先旋下锁紧盘5,再依次拆卸阻尼套筒、双列圆柱滚子轴承3、前轴承盖及密封套。
操作八 从主轴箱左端后轴承壳体孔外端取出角接触球轴承8。
操作九 内六角扳手松开主轴箱左端后轴承壳体的螺钉,拆卸后轴承壳体。
操作十 清洗全部零件,检查磨损情况并进行编号,货架上按拆卸顺序合理摆放。
|
| 1. 重要轴承精度大多在5级以上,拆卸时避免用力不匀或敲击到保护架而损坏。 2.清洗时还要注意检查主轴箱右端箱体内接油槽是否疏通,以免堵塞回油。 |


