
1. 什么是焊接?
焊接是使金属连接的一种方法。它利用加热手段,在两种金属的接触面,通过焊接材料的原子或分子的相互扩散作用,使两种金属间形成一种永久的牢固结合。利用焊接的方法进行连接而形成的接点叫焊点。
完美的焊点

2. 焊接工具
1)电烙铁

2)热风拔焊台

3)其他辅助工具
1、尖咀钳:头部较细,适用于夹小型金属器件。
2、斜口钳:主要用于剪切导线。
3、剥线钳:专用于剥有绝缘层的导线。
4、镊子:用途是夹持导线和元器件,在焊接时夹持器件兼有散热作用。
5、起子:又称螺丝刀。有“一”字和“十”字两种,专用于拧螺钉。
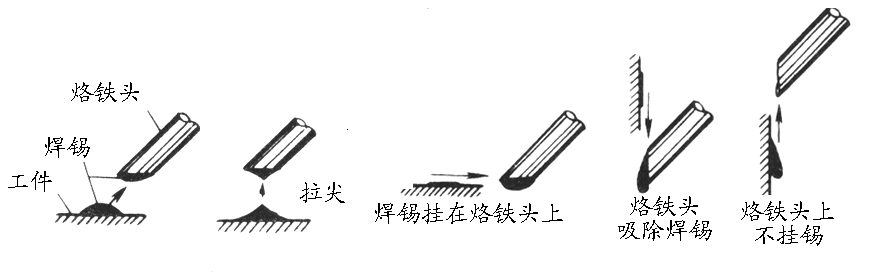
6、吸锡器:吸除焊锡,便于元器件。


3.焊接材料与焊接机理
焊接材料:焊料和焊剂
Ø焊料为易熔金属,手工焊接所使用的焊料为锡铅合金。
Ø焊料要求:熔点低、凝固快、良好的导电性、机械强度高、表面张力小、良好的浸润作用和抗氧化能力强、抗腐蚀性要强等优点。
(1)焊剂
u 焊剂是用来增加润湿,以帮助和加速焊接的进程,故焊剂又称助焊剂。
u 焊剂的作用
Ø 除去氧化膜
Ø 防止氧化
Ø 减小表面张力
Ø 使焊点美观

由于焊丝成分中,铅占一定比例,众所周知铅是对人体有害的重金属,因此操作时应戴手套或操作后洗手,避免食入。
焊剂加热挥发出的化学物质对人体是有害的,如果操作时鼻子距离烙铁头太近,则很容易将有害气体吸入。一般烙铁离开鼻子的距离应至少不少于30厘米,通常以40厘米时为宜。
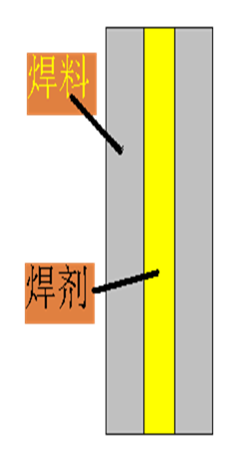
(2)手工焊锡丝
带焊剂芯的焊锡丝,腔体内充以焊剂,焊剂在常温下是固态的,但当焊丝熔化时,焊剂以液态流出,起到清洗氧化层,增加焊接润湿的作用,并在焊点表面固化。

(3)锡焊条件
一、焊件必须具有充分的可焊性
金属表面被熔融润湿焊料的特性称为可焊性,只有能被焊锡浸润的金属格具有可焊性。铜及其合金、金、银、铁可焊性好,铝、不锈钢、铸铁可焊性差。
二、焊件表面必须保持清洁
为了使焊锡和锡件达到原子间相互作用的目的,焊件表面任何污垢杂质都应清除。
三、加热到适当的温度
只有在足够高的温度下,焊料才能充分浸润,并充分扩散形成合金结合层,但过高的温度是有害的。
四、使用合适的焊剂
焊剂(松香)的作用是除去氧化膜和防止氧化。助焊剂中含有氯化物、酸类,它们与氧化物发生还原反应,从而除去氧化膜。助焊剂在熔化后,漂浮在焊件表面上形成隔离层,因而可防止焊点表面层的氧化。另外焊剂还可以减小焊料熔化后的表面张力,增加焊锡流动性,有助于焊锡浸润焊件,使焊点美观。
五、适当的焊接时间
焊接时间过长易损坏焊接部位及元件性能,过短易出现虚焊。
4. 手工焊接技术
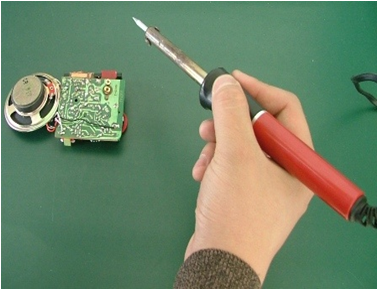
电烙铁的握法
•握笔法:适合在操作台上进行印制板的焊接:
•反握法:适于大功率烙铁的操作

•正握法:适于中等功率烙铁的操作

5.手工焊接的基本操作
.清除元器件表面的氧化层

.元件脚的弯制成形

6.元件的插放

7.焊接步骤
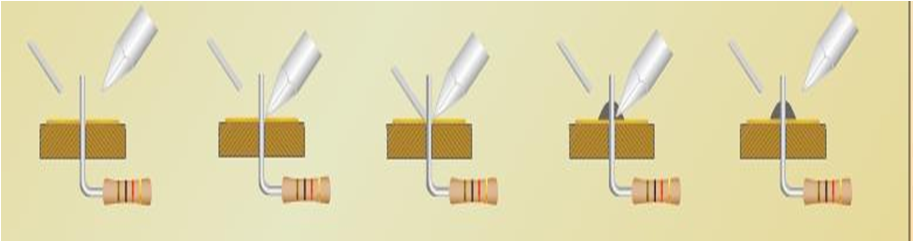
准备 预热 送焊丝 移焊丝 移开烙铁
准备:烙铁头保持干净,表面渡有一层锡
预热:烙铁头放在焊盘和元器件引线的处1-2秒,使焊件受热均匀
送焊丝:焊丝从烙铁对面接触焊件
移焊丝:焊丝熔化一定量后,立即将焊丝向左上450C方向移开
移烙铁:焊锡浸润焊片或焊件后,向右上450C方向移开
电烙铁撤离方向的图片
最佳角度:斜上方约45°

7.合格焊点及质量检查
合格焊点要求:可靠的电气连接、机械强度足够强、光洁整齐的外观。
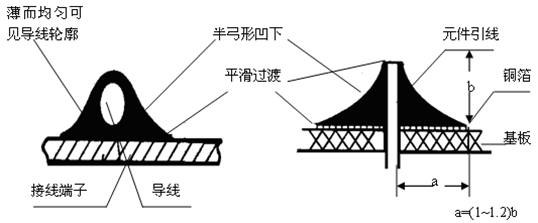
典型焊点外观:
1.形状为近似圆椎而表面微凹呈表面状。虚焊点表面往往呈凸形。
2.焊料的连接面呈半弓形凹面
3.表面光泽平滑
4.无裂纹、针孔、夹渣
8.常见焊点的缺陷与分析
虚焊和假焊
虚焊是由于焊接前没有将引线上锡而造成。虚焊看起来好象是有锡在引线和焊盘上,但焊锡与引线没有焊好,接触不良,电子产品震荡后,容易出现信号时有时无的情况。这就是虚焊。
假焊是由于被焊接的焊盘氧化而没有处理造成的,假焊看起来好象有锡在引线和焊盘上,但焊盘上没有锡焊的浸润,此焊点根本就没焊上去,是假的,此电路没有接通,严重时元器件的引线可以从印刷电路板上拨下来,这就是假焊。
造成元器件虚焊和假焊的主要原因有:
1、焊接的金属引线没有上锡或没有不好。
2、没有清除焊盘的氧化层和污垢,或者清除不彻底。
3、焊接时间过短,焊锡没有达到足够高的温度。
4、焊锡还未完全凝固就晃动了元件。
常见焊点缺陷及分析
| 焊点缺陷 | 外观特点 | 危害 | 原因分析 |
| 针孔 | 目测或放大镜可见有孔 | 焊点容易腐蚀 | 焊盘孔与引线间隙太大 |
| 气泡 | 引线根部有时有焊料隆起,内部有空洞 | 暂时导通但长时间容易引起导通不良 | 引线与孔间隙过大或引线润湿性不良 |
| 剥离 | 焊点剥落(不是铜箔剥落) | 断路 | 焊盘镀层不良 |
| 松香焊 | 焊点中夹有松香渣 | 强度不足,导通不良,有可能时通时断 | 1、加焊剂过多,或已失效。2、焊接时间不足,加热不足。3、表面氧化膜未去除 |
| 过热 | 焊点发白,无金属光泽,表面较粗糙 | 1、焊盘容易剥落强度降低。2、造成元器件损坏 | 烙铁功率过大 加热时间过长 |
| 冷焊 | 表面呈豆腐渣状颗粒,有时可有裂文 | 强度低,导电性不好 | 焊料未凝固时焊料抖动 |
| 虚焊 | 焊料与焊件交界面接触角大,不平滑 | 强度低,不通或时通时断 | 1、焊料清理不干净。2、助焊剂不足或质量差。3、焊件未充分加热 |
| 拉尖 | 出现尖端 | 出现尖端 | 1、加热不足。2、焊料不合格 |
| 桥接 | 相邻导线搭接 | 电气短路 | 1、焊锡过多。2、烙铁施焊撤离方向 |

接?

