
教学目标(以能力描述的目标)
通过本单元的学习,使学生具备设计侧抽芯压铸模具完整图纸的能力,具有编制整套模具零件加工工艺的能力,具有加工所有模具零件及解决现场工艺问题的能力。
重点与难点
1.斜销加工工艺编制;
2.滑块加工工艺编制;
3.抽芯机构零件加工。
形成性内容检测
检测的内容:
根据零件图制订下料单,根据零件图编制模具零件加工工艺规程。
检测的方式:
学生在讲授完成后分组开展讨论,制订下料清单,编制好零件加工工艺规程,分组进行讲解,老师进行点评,与学生们一同梳理基于工作过程系统化的应用性知识体系。
教学内容
侧抽芯机构零件加工工艺规程
1.零件名称:斜导柱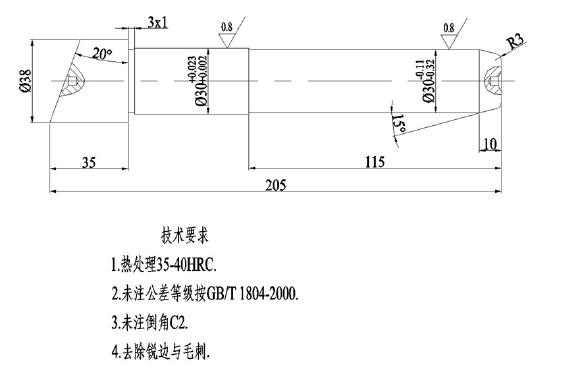
斜导柱零件图
加工工艺流程:
1). 下料:尺寸Ф40×210圆钢料;
2). 车端面、打中心孔:车端面,打中心孔,粗车外圆Ф30.5,车15°锥面,车R3圆角,车退刀槽3×1;
3). 车端面、打中心孔:掉头,车端面,保证长度205,打中心孔,车外圆面到尺寸;
4). 线切割:线切割加工20°斜面,留余量1mm;
5). 检:按工序图检验;
6). 热处理:调质热处理HRC35~40;
7). 磨:磨外圆Ф30到尺寸要求;
8). 检验:按零件图检验。
2.零件名称:侧型芯滑块
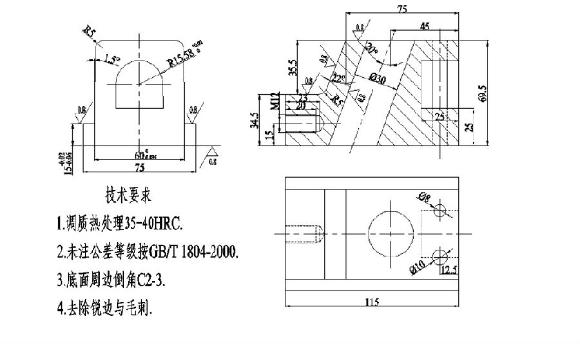
加工工艺流程:
1). 锻压:78×73×118锻坯;
2). 热处理:退火;
3). 铣:铣六面75.5×70×115.5,留0.5余量;
4). 引导孔加工:编制数控引导孔加工程序;钻引导孔(中心孔),尺寸3*45°;
5). 铣:加工侧型芯孔,留0.5余量;
6). 钳:钻螺孔底孔Ф10.2, 攻螺纹M12;
7). 热处理:调质热处理HRC35~40;
8). 磨:磨削加工底面75×115;
9). 线切割:线切割加工导滑部分60和T导轨15,导向孔Ф30;线切割加工22°楔紧斜面到尺寸;
10). 精铣:铣六面尺寸到位,加工侧型芯孔到尺寸;
11). 配钻:与侧型芯配钻Ф8,Ф10孔;
12). 钳:去毛刺,研磨各型面到尺寸;
13). 检验:按零件图检验。
3.零件名称:侧型芯
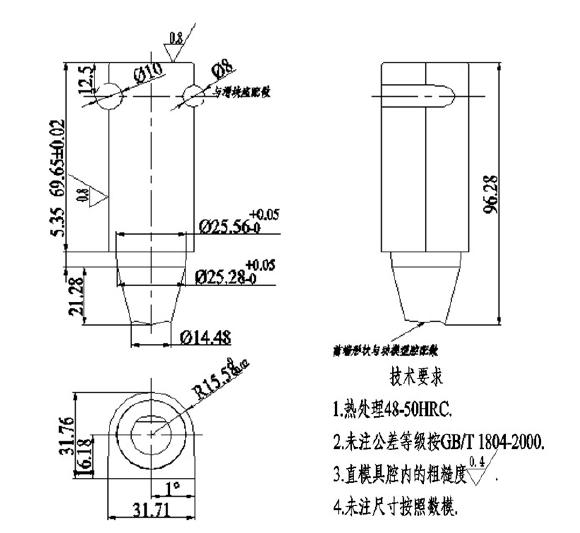
加工工艺流程:
1). 锻压:尺寸33×33×100锻坯;
2). 磨平面:六面角尺磨出即可;
3). 数控铣削粗加工:编制数控粗加工程序,所有被加工面单边余量为1mm;
4). 热处理:真空淬火硬度为48~50HRC;
5). 磨平面:六面角尺磨出即可;
6). 数控铣削精加工:编制数控粗加工程序,所有被加工面留抛光余量0.08mm;
7). 抛光、研磨:去除锐边、毛刺;成型表面脱模方向研磨至1.6цm;
8). 检验:按照零件图要求检验;
9). 氮化:氮化硬度HV900。
任务工作单
编制减速器盖模具所有零件的加工工艺规程

