4.6 套类零件的装夹
4.6.1 保证同轴度和垂直度的装夹方法
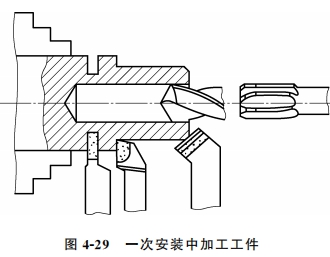
1.在一次安装中完成
在单件生产时,可以在一次安装中把工件全部或大部分加工完毕。这种方法没有定位误差。如果车床精度较高,可获得较高的形位精度。
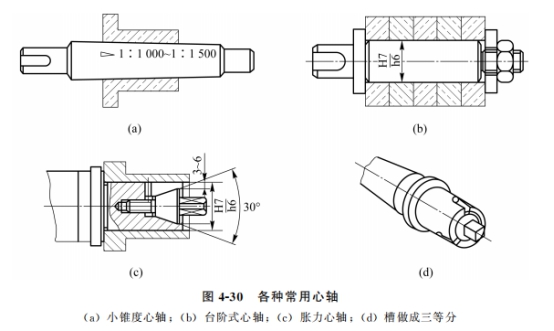
2.以内孔为基准保证位置精度
中、小型的套、带轮、齿轮等零件一般可用心轴,以内孔作为定位基准来保证工件的同轴度和垂直度。常用的心轴有实体心轴和胀力心轴两种。
3.用外圆为基准保证位置精度
工件以外圆为基准保证位置精度时,车床上一般应用软卡爪装夹工件。
软卡爪是用未经淬火的钢料(如45钢)制成的。首先,这种卡爪在本身车床上车成所需要的形状,因此,可确保装夹精度。其次,当装夹已加工表面或软金属工件时,不易夹伤工件表面。另外,还可根据工件的特殊形状,相应的车制软卡爪,以装夹工件。
4.6.2.钻床夹具
1.钻床夹具结构特点
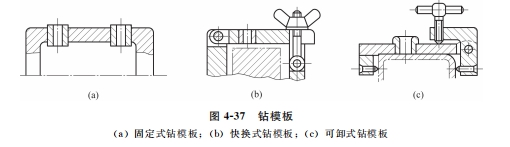
钻床夹具又称钻模,主要用来保证所加工孔的位置精度。按钻模的结构特点分,有固定式、翻转式、回转式、盖板式、滑柱式和移动式等几种主要类型。
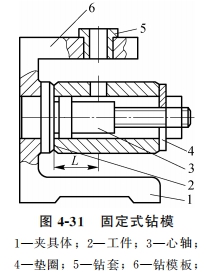
(1)固定式翻转式
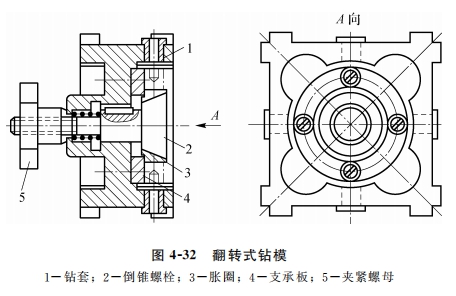
(2)翻转式翻转式
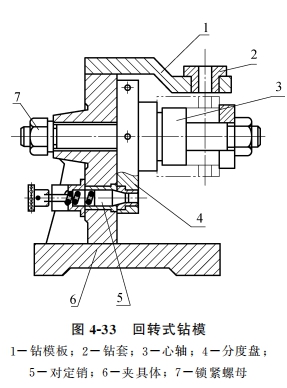
(3)回转式钻模
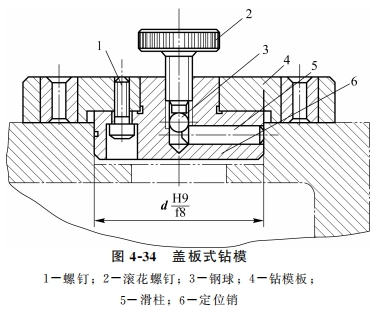
(4)盖板式钻模
(5)滑柱式钻模

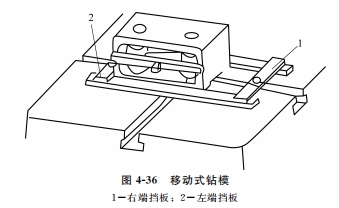
(6)移动式钻模
2.钻床夹具设计要点
(1)钻模类型的选择
①当被钻削孔大于φ10mm或加工精度要求比较高时,宜选用固定式钻模。
②翻转式钻模和工件的总重量不应超过10kg。
③盖板式钻模因为使用时经常搬动,为减轻重量,可以设置加强筋而减小模板厚度
④移动式钻模所加工的孔径不宜过大。
⑤滑柱式钻模因为滑柱与导孔为间隙配合,所以工件的垂直度与孔位置度要求比较高,不宜采用。
⑥盖板式钻模多用于大型工件上的小孔加工。
(2)钻模板的设计
①固定式钻模板
固定式钻模板一般采用螺销直接固定在夹具体上,对于简单的结构也可以与夹具体制成一体或者焊接为一体。此类钻模板的钻孔精度高,故而使用广泛,但有时装卸工件较不方便。
②铰链式钻模板
此类钻模板用铰链与夹具体相连接,钻模板可绕铰链轴旋转翻起,因而使工件装卸方便。由于各运动环节存在间隙,因而这种钻模板的工作精度较固定固定式钻模板低。
③可卸式钻模板
当装夹工件需要将钻模板卸掉时,则须采用可卸式钻模板,如图4-37(c)所示,此类钻模板的加工精度也较高,但是装卸工件的辅助时间长,因而效率较低。
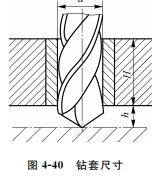
(3)钻套的设计要点
①固定式钻套
主要用于小批量单纯用钻头钻孔的工序。
②可换式钻套
可换式钻套可解决在大批量生产中,固定钻套磨损后无法更换的缺点
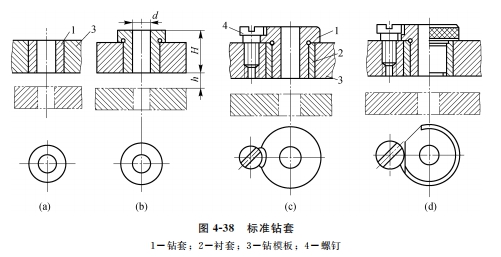
③快换式钻套
当被加工的孔需要依次钻、扩、铰或攻丝时,为适应刀具尺寸的变化,需要采用不同孔径的钻套,这时应该使用快换式钻套。
④特殊钻套
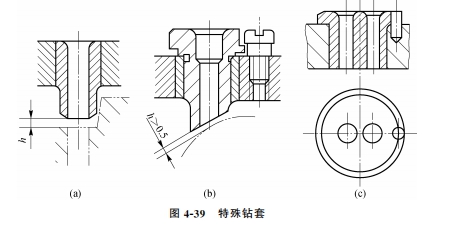
因为工件的特殊形状,或被加工孔位置的特殊性,不宜采用标准钻套。