
任务2 轴类零件工艺分析
上一节
下一节
3.2 轴类零件工艺分析
3.2.1 轴类零件的功用及结构特点
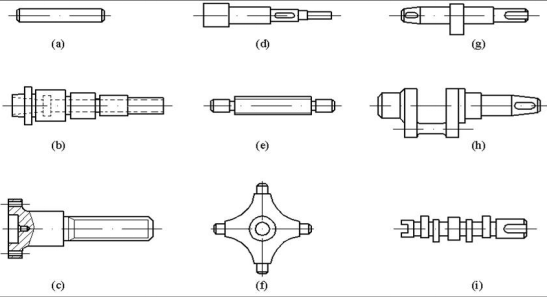 图3-2 轴的种类
图3-2 轴的种类
(a)光轴;(b)阶梯轴;(c)偏心轴;(d)空心轴;(e)花键轴;(f)曲轴;(g)半轴;(h)十字轴;(i)凸轮轴
3.2.2 轴类零件的技术要求
传动轴的两个支承轴颈,既是轴的装配基准,通常也是其他表面的设计基准,所以它的精度和表面质量一般要求较高;
一些重要的轴,通常还会规定圆度、圆柱度、同轴度等形状精度要求等。
尺寸精度;
形状精度;
位置精度;
表面粗糙度。
3.2.3 轴类零件的材料、毛坯及热处理
1.轴类零件的材料
常用材料:35、45、50等优质碳素结构钢;
载荷较小或不太重要的轴:Q235、Q255等碳素结构钢;
受力较大的轴:40Cr等合金钢;
精度较高的轴:Cr15、65Mn等合金钢;
高速、重载等条件下工作的轴:20Cr、20CrMnTi等低碳合金钢;
精密机床的主轴:38CrMoAlA氮化钢;
尺寸较大或结构复杂的轴:球墨铸铁、高强度铸铁或铸钢等材料。
2.轴类零件的毛坯
光轴或直径相差不大的阶梯轴:热轧或冷拉棒料毛坯;
直径相差较大的阶梯轴或重要的轴:锻件毛坯;
某些大型的、外形结构复杂的轴:铸件毛坯。
3.轴类零件的热处理
轴的锻造毛坯在机械加工之前,均需进行正火或退火处理;
凡是要求局部表面淬火以提高耐磨性的轴,须在淬火前安排调质处理;
加工余量较大时,调质放在粗车之后、半精车之前;
毛坯余量较小时,调质可安排在粗车之前进行;
表面淬火一般放在精加工之前。
对于精度要求较高的轴,在局部淬火和粗磨之后需安排低温时效处理。

